V této lekci si projdeme základy údržby tiskárny a řešení problémů s tiskem. I když naše tiskárny navrhujeme a vyrábíme tak, aby bylo co nejjednodušší je zapojit i používat, jsou to pořád celkem složitá zařízení se spoustou pohyblivých částí a tak je i u předem sestavené, zcela nové tiskárny, jako je ta vaše, nutná alespoň základní (ale pravidelná) údržba.
Podíváme se také na alternativní způsoby připojení vaší tiskárny k internetu a celkový přehled funkcí Prusa Connectu.
Naštěstí, i když čistě teoreticky existuje nespočet věcí, které by se na 3D tiskárně *mohly* pokazit, bývá ve skutečnosti za naprostou většinou problémů jedna z velmi mála společných příčin. Běžné problémy tak mají velmi jednoduchá, téměř triviální řešení, se kterými si hravě poradíte.
A pokud řešení vašeho problému nenajdete v tomto stručném návodu, určitě se jako první podívejte do naší databáze online nápovědy (známé také jako znalostní báze - Knowledge Base) a/nebo kontaktujte naší technickou podporu prostřednictvím LiveChatu (v pravém dolním rohu našeho e-shopu). Prusa Knowledge Base nabízí velký výběr článků na různá témata, takže šance, že vám některý z nich pomůže je více než dobrá. Pokud se i tak dostanete do bodu, kdy se rozhodnete řešení problému vyhledat jinde, mějte na paměti, že členové komunity mohou být sice velmi nápomocní, ale někteří mohou poskytovat i rady, které mohou být příliš radikální a případně poněkud zavádějící. Radami „z internetu“ se určitě neřiďte slepě a než začnete vyměňovat nebo upravovat komponenty vaší tiskárny (protože někdo řekl, že jsou určitě vadné), flashovat firmware na neoficiální verzi nebo upravovat některá kritická nastavení (chlazení, retrakce) ještě jednou se nad vším zamyslete.
Rozbalení a seznámení s tiskárnou
1.2 Vybalení tiskárny
V této kapitole si projdeme krok za krokem snadným vybalením tiskárny, doporučujeme vám, abyste ji alespoň zběžně prošli. Balení je chytře navrženo tak, abyste mohli tiskárnu snadnu a bez větší námahy vyjmout z krabice. Pokud se ale našich doporučení držet nebudete, můžete si celý proces zbytečně zkomplikovat.
Tiskárna k vám dorazila v robustní krabici. Všimněte si plastových madel na bocích.Na krabici najdete rychlé instrukce k rozbalení a odkaz na následující video návod.
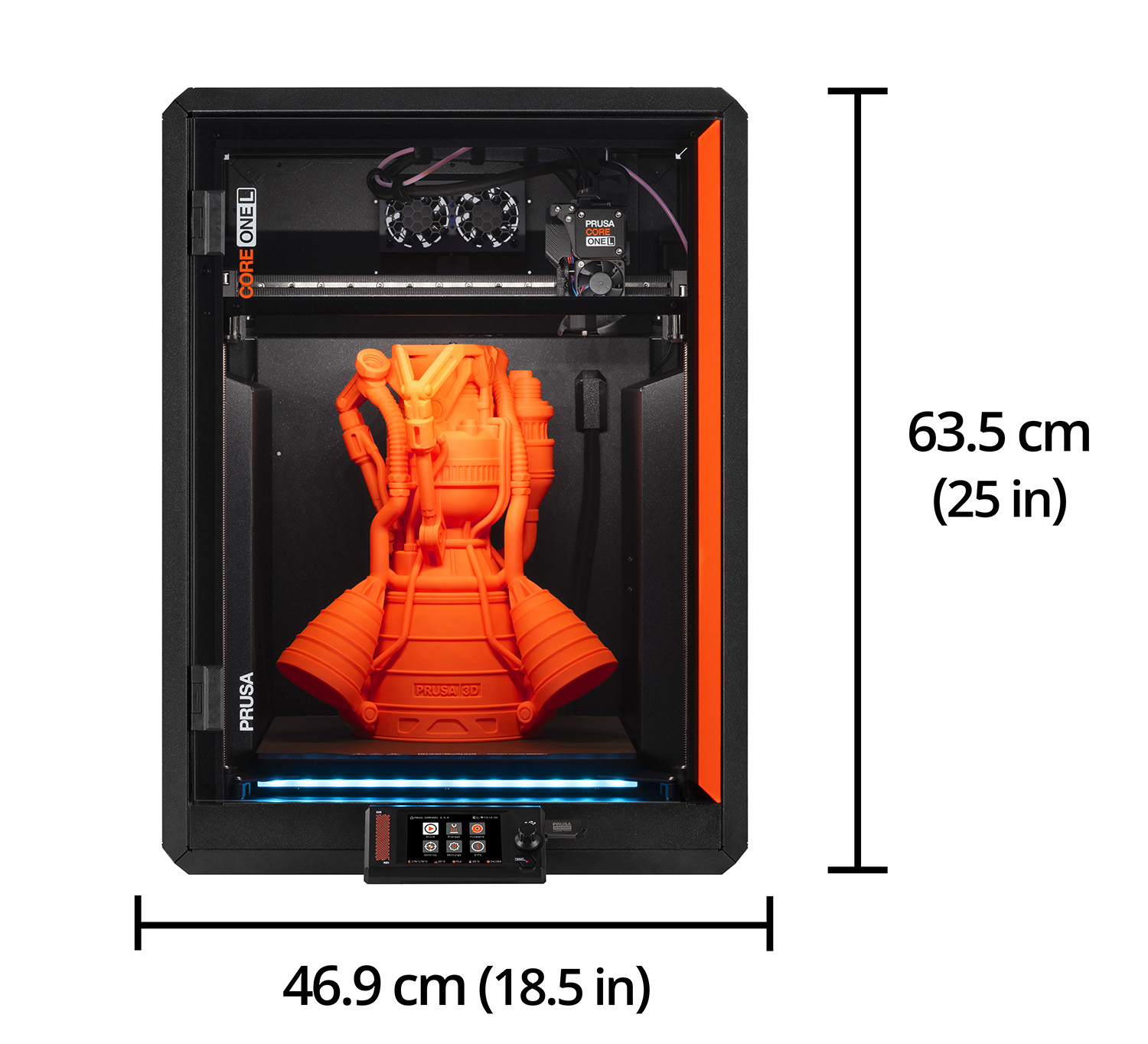
Hmotnost tiskárny činí téměř 22 kilogramů, šířka pak skoro 50 centimetrů. Ačkoliv jedna osoba vybalení zvládne, doporučujeme, abyste poprosili někoho dalšího, kdo vám s rozbalením a umístěnm tiskárny na trvalé místo pomůže.
Pojďme si projít vybalením tiskárny ještě jednou a pomaleji. A hlavně si dejte pozor, abyste během celého procesu náhodou nevyhodili nějaké příslušenství.😅
Celý proces vybalení (i zbytek úvodního nastavení tiskárny) je popsán také na stránkách naší online podpory. Využívá pouze fotek se šipkami, ale některé kroky mohou být popsány detailněji. Pokud budete chtít postupovat podle stránek podpory, zbytek této kapitoly můžete přeskočit.
Můžete si ale také k videím na této stránce uvařit kávu, připravit se na svou novou tiskárnu, nadchnout se pro ni, a pak pokračovat s návodem od naší online podpory. 😉
Na tiskárně se nachází upozornění, abyste plexisklo nečistili alkoholem nebo čističi na alkoholové bázi. Samolepku můžete strhnout, ale naše rady určitě následujte, abyste si panely z plexiskla nepoškodili.
V další kapitole připojíme panel s LCD a připravíme hardware tiskárny k prvnímu spuštění.
Co dalšího najdete v balení?
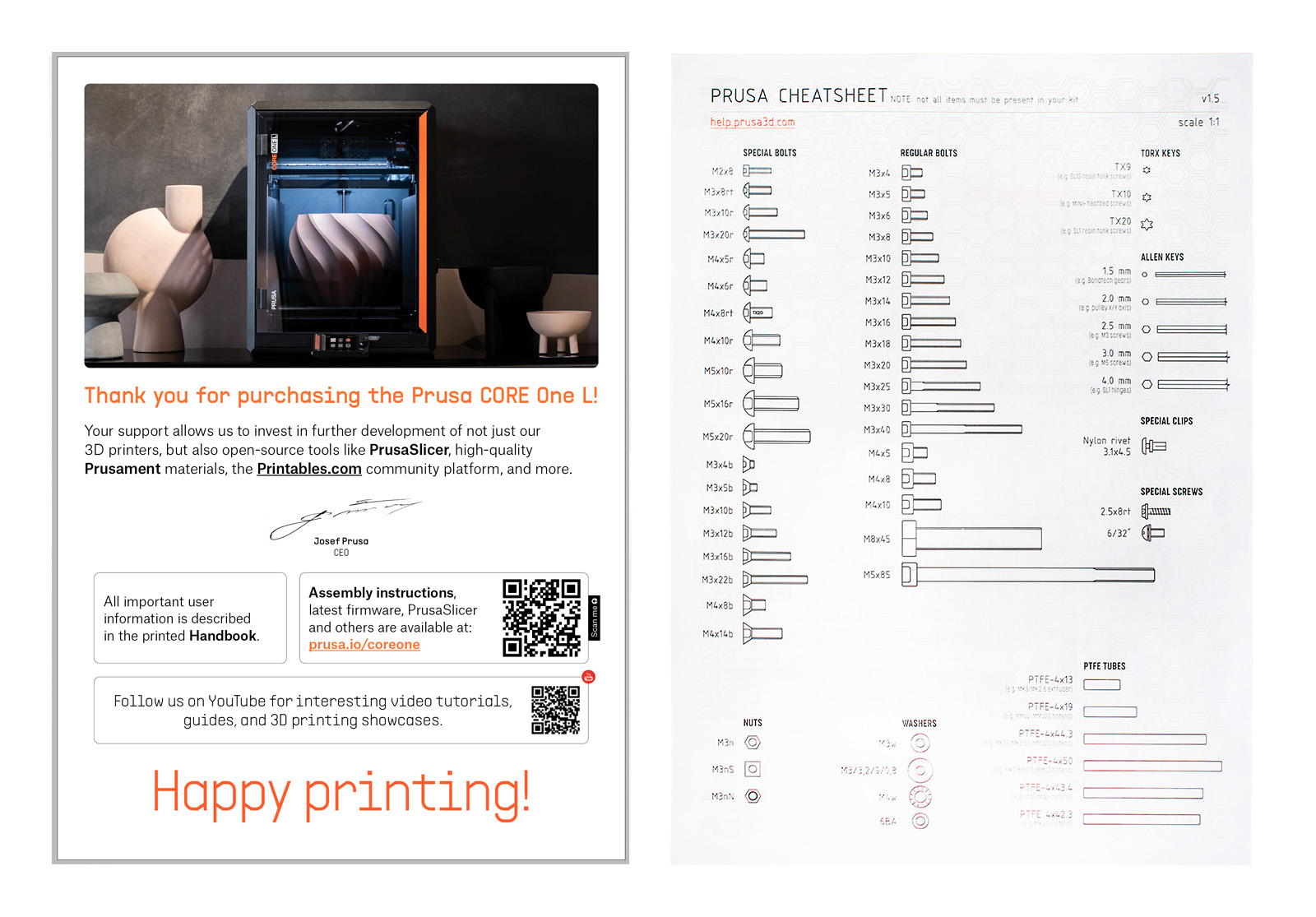
Vedle samotné tiskárny se v hlavní krabici nachází příručka, dále něco, co připomíná účtenku (jde o výsledky testů), dopis, některé z částí tiskárny i příslušenství a nářadí pro údržbu. Pojďme obsah prozkoumat podrobněji:
První je jednoduchý uvítací/informační dopis, na jehož zadní straně najdete tzv. kontrolní list. Jde o seznam všech šroubů, matek a podložek použitých při stavbě tiskárny. Seznam je vytištěn v měřítku 1:1, takže na něj můžete jednotlivé součástky položit a přesně určit, která je která.
Výsledek všech testů vaší tiskárny. Před odesláním totiž všechno kontrolujeme.
Alternativní, off-line zdroj informací o 3D tisku. 😉 Doporučujeme příručku projít, až dokončíte tento základní kurz.
Cívka Prusamentu PLA, naší vlastní prémiové značky filamentů.
Ohebný saténový tiskový plát.
Držák cívky a samostatný o-kroužek. Ten je nutné na držák nasadit předtím, než ji vložíte do bajonetu na tiskárně. Podrobnější instrukce vám ukážeme v další kapitole.
Kamera Buddy3D, která vám umožní sledovat tisk a celý proces také nahrávat.
Tvrzená tryska Prusa (Poniklovaná - 0.4 mm), kterou můžete vyměnit za klasickou high-flow trysku již připravenou na tiskárně (později vám ukážeme, jak na to). Hodí se pro tisk z materiálů, jako je například uhlíkové vlákno.
Napájecí kabel, který se připojuje do zdířky na zdroji (černá kovová krabice na zadní straně vaší tiskárny). Na obrázku vidíte všechny čtyři varianty, vy ale samozřejmě obdržíte tu, která se používá ve vaší zemi.
Balíček gumových medvídků. Ve stavebnicích našich tiskáren jsou pečlivě rozděleni jako odměna za dokončení konkrétních etap stavby. Ale vzhledem k tomu, že CORE One L vám dorazí už sestavená, můžete je spořádat, jak se vám zlíbí.
Kleště pro odštipování filamentu. Hodí se ale také pro odstraňování stahovacích pásek během rozbalování tiskárny.
Inbusový 2,5mm klíč, šroubovák T10 a dva univerzální klíče. Toto nářadí budete potřebovat převážně během údržby. Inbusový klíč se nicméně hodí také pro odstraňování zajišťovacích šroubů, jak si popíšeme v další kapitole.
Ubrousek napuštěný isopropylalkoholem pro vyčištění (odmaštění) tiskového plátu.
Jehla pro vyčištění ucpané trysky. V tuto chvíli ji můžete dát stranou, metody správného čištění trysky si popíšeme až v kapitole věnované údržbě.
USB disk pro přenos vašich 3D modelů do tiskárny. Nahráli jsme na ni několik modelů, které poslouží pro testovací účely.
Mazadlo na kuličková ložiska. Během stavby tiskárny jsme je namazali dostatečně, takže tubu můžete také odložit stranou a použít až pro pozdější údržbu.
Balíček nylonových nýtů, kterými jsou uchyceny boční panely. Později, během údržby či vylepšování tiskárny, budete chtít některé z nich sejmout, takže se vám hodí, kdybyste náhodou některé nýty poškodili nebo během procesu poztráceli.
Rozbalení a seznámení s tiskárnou
1.3 Příprava tiskárny
Přepravovat tiskárnu již připravenou k tisku by znamenalo zbytečné riziko jejího poškození během převozu. Takže i u předem sestavené verze tiskárny tu je ještě několik kroků, které musíte provést sami.
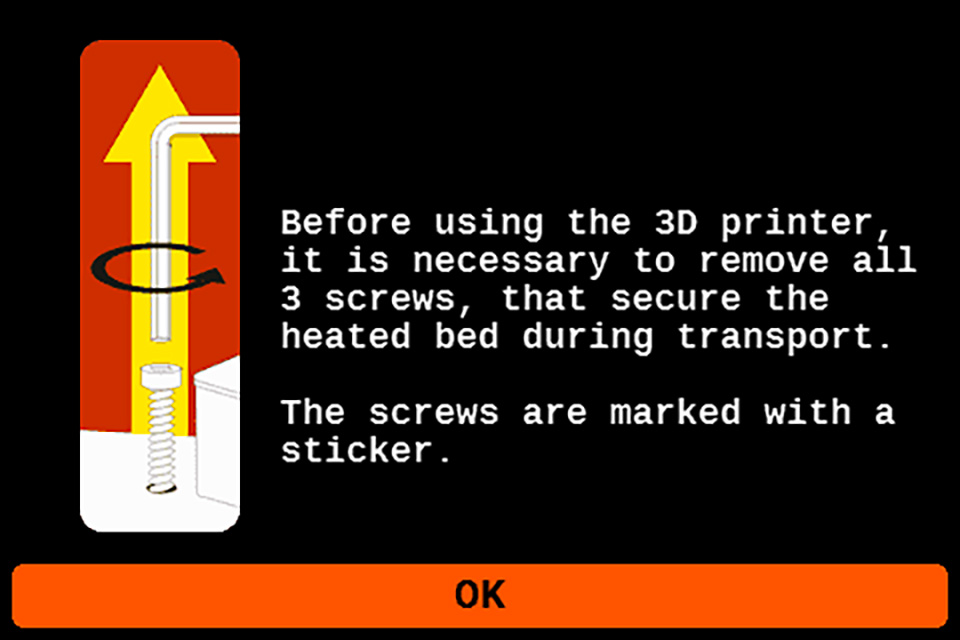
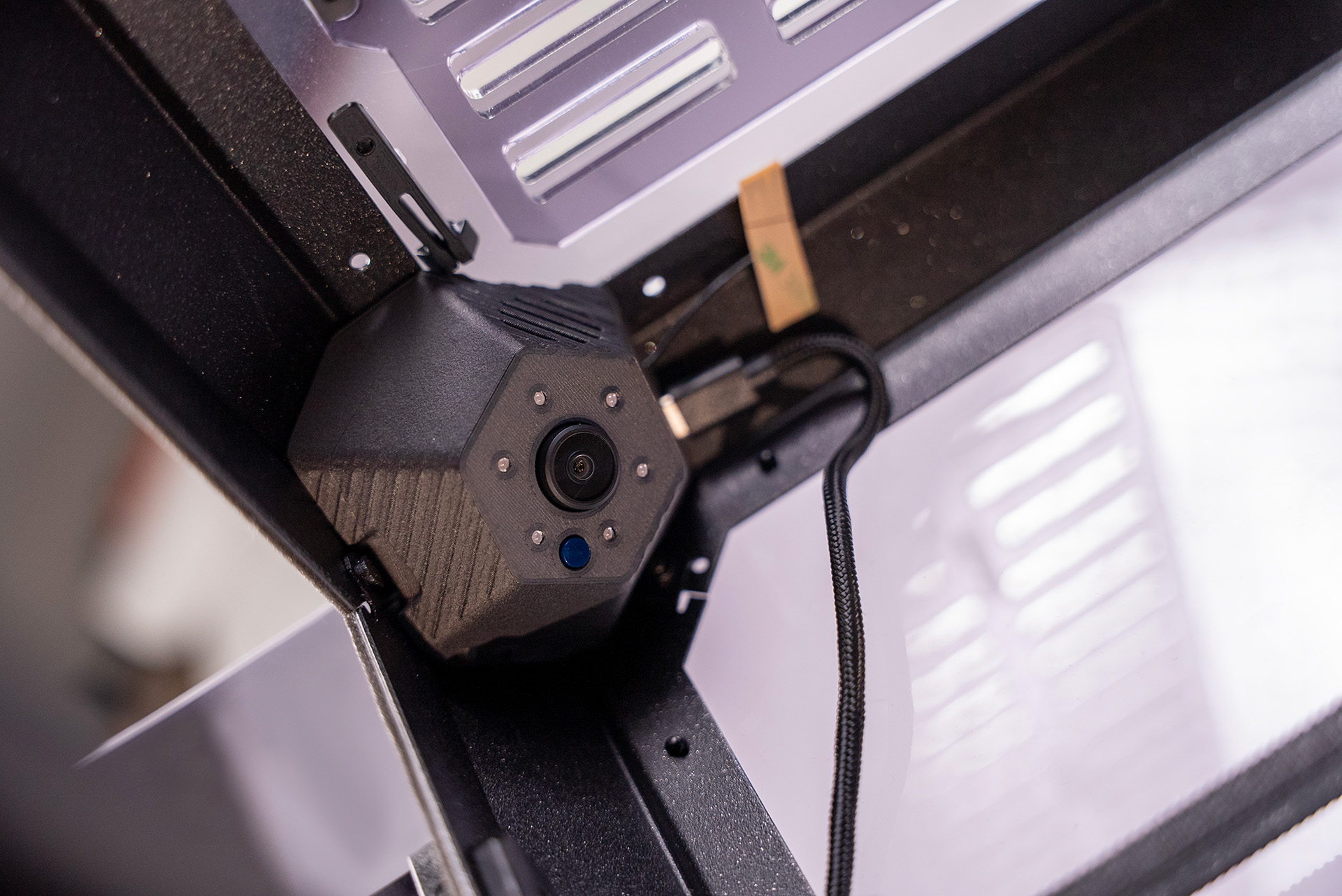
Začneme odspodu, připojením LCD panelu, a pak se posuneme trochu výše. Bude totiž nutné také odstranit tři šrouby, které během přepravy zajišťují vyhřívanou podložku. Dále vás čeká připojení držáku pro cívku s filamentem. A nakonec tu je ještě kamera, kterou pomocí magnetů umístíte do vnitřního horního levého rohu tiskárny.
Celý proces je ale velmi jednoduchý.
Můžete se podívat také do naší online nápovědy, kde je celý proces popsán podrobněji, krok za krokem.
Stejně jako v případě našich dalších kurzů pro začátečníky, jdeme tou nejjednodušší a uživatelsky nejpřívětivější cestou. Vše necháme v základním nastavení, připojíme tiskárnu k Wi-Fi, následně k Prusa Connectu a pro zahájení tisku využijeme EasyPrint.
Nicméně tiskárna CORE One L může být nakonfigurovaná a provozovaná offline včetně slicování nebo instalace aktualizací firmwaru. Můžete dokonce odpojit modul Wi-Fi a volitelná je také kamera. Úplně, jako kdybyste byli tajní agenti. 😎
Ale teď už zpět k sestavování tiskárny. Tady si vše ukážeme v několika krátkých videích:
Připravte se zapnout vaši tiskárnu!
Rozbalení a seznámení s tiskárnou
1.4 Kam nejlépe umístit vaši tiskárnu?
Až budete vybírat, kam umístit svou tiskárnu, zkuste najít místo s relativně stálou teplotou mezi 18-28 °C (optimální teplota záleží na tištěném materiálu, obvykle je na horní hranici tohoto rozsahu) a možností takové místo vyvětrat.
Na rozdíl od starších tiskáren s otevřeným designém je CORE One L díky své uzavřené tiskové komoře a výkonnému vyhřívání v podstatě imunní vůči průvanu, takže máte rázem o jednu starost méně. 😉
Při zvažování teplotních podmínek mějte na mysli, že samotná tiskárna vyzařuje během tisku teplo, a může teplotu v pokoji o několik stupňů zvýšit.
Až budete tiskárnu používat, zjistíte, že v pořádku funguje i v mnohem chladnějších teplotách, zvláště u materiálů které nepotřebují velmi vysokou teplotu trysky a tiskového plátu (jako např. PLA a PETG). To znamená, že byste tiskárnu mohli mít i v nevyhřívané garáži, kůlně apod. Nicméně, 18°C je minimální teplota, u které můžeme bezpečně zaručit bezproblémový tisk s jakýmkoliv kompatibilním materiálem.
Tiskárnu položte na rovný povrch - jakýkoliv pevný stůl nebo police bude stačit. Během tisku se osy mohou pohybovat poměrně velkou silou, takže vratký stůl by mohl silně vibrovat.
Při přenášení tiskárny vždy používejte rukojeti a nezvedejte ji za displej ani za žádnou část vnitřní konstrukce. Doporučujeme, abyste při manipulaci požádali někoho o pomoc.
Všimněte si, že dvířka tiskárny lze odejmout a připevnit na opačnou stranu tiskárny. Tento návod vám ukáže, jak na to.
Doporučujeme kolem tiskárny ponechat určitý prostor asi 30 cm z každé strany) pro napájecí kabely, snazší údržbu a neomezené proudění vzduchu kolem tiskárny. Alespoň 42 centimetrů volného prostoru budete potřebovat na to, abyste plně otevřeli dvířka.
Pohled zepředu
Pohled zboku
Rozbalení a seznámení s tiskárnou
1.5 Nejdůležitější komponenty tiskárny
Hlavní komponenty Prusa CORE One L.
Teď se v rychlosti podíváme na samotnou tiskárnu a její hlavní komponenty. Později si vše ještě popíšeme detailněji - jakmile tiskárnu uvidíte v chodu, bude vše podstatně jednodušší na pochopení. Proteď si projdeme jen ty komponenty, které byste měli znát (resp. dokázat na tiskárně najít) ještě před tím, než spustíte první tisk.
1ventilační mřížka na horním panelu (detailnější obrázky naleznete níže) se stará o proudění vzduchu při tisku z materiálů jako PLA nebo PETG. Tiskárna má pevný kovový 2rám. Boky tiskárny jsou zakryty hliníkovými panely a plexisklem, čímž plně uzavírají tiskovou komoru. Horizontální sestavu tvoří motory, řemeny, lineární vedení, řemenice a plastové části, které dohromady utváří systém CoreXY. Pohybuje doleva, doprava nahoru a dolů s 4XY carriage, na které je 3Nextruder . Na obou stranách najdete 5madla pro zvedání tiskárny a další manipulaci. Filament se zavádí skrze 6zaváděcí trubičku pod pravým madlem. Trubička je vytvořena z materiálu PTFE. Vertikální sestavu tvoří hlazené a závitové tyče spolu se třemi motory, které se starají o pohyb 7osy z (na fotografii můžete vidět jednu závitovou tyč), která pohybuje vyhřívanou podložkou nahoru a dolů. Abyste se vyhnuli otiskům prstů na plexiskle, otevírejte dvířka pomocí charakteristické 8rukojeti. Pod pravým madlem se nachází 9držák cívky, na který se nasazuje filament. Odnímatelný 10tiskový plát je místo, kde se zhmotní váš výtisk. Na místě je držen magnety, které jsou součástí 11vyhřívané podložky s hliníkovou konstrukcí pro efektivní vedení tepla. Pod její přední hranou se nachází 12LED pásek, který pomocí různých barev informuje o aktuálním stavu tiskárny. 13USB port pro přibalený USB disk, který se používá jako paměť tiskárny a jsou zde uloženy tiskové soubory a lze pomocí něj také nahrát novou verzi firmwaru. USB port je umístěn na pravou stranu 14krytu LCD displeje. Hlavním nástrojem pro ovládání tiskárny je 15ovladací tlačítko s tlačítkem Reset přímo pod ním.
Hlavní vypínač tiskárny a napájecí port se nachází na hlavním zdroji (PSU) na zadní straně. Nad nimi vpravo jsou umístěny antény Wi-Fi a NFC.Kamera Buddy3D je nainstalovaná do předního levého rohu tiskárny a připojená pomocí kabelu USB-C.Části Nextruderu Prusa CORE One L.
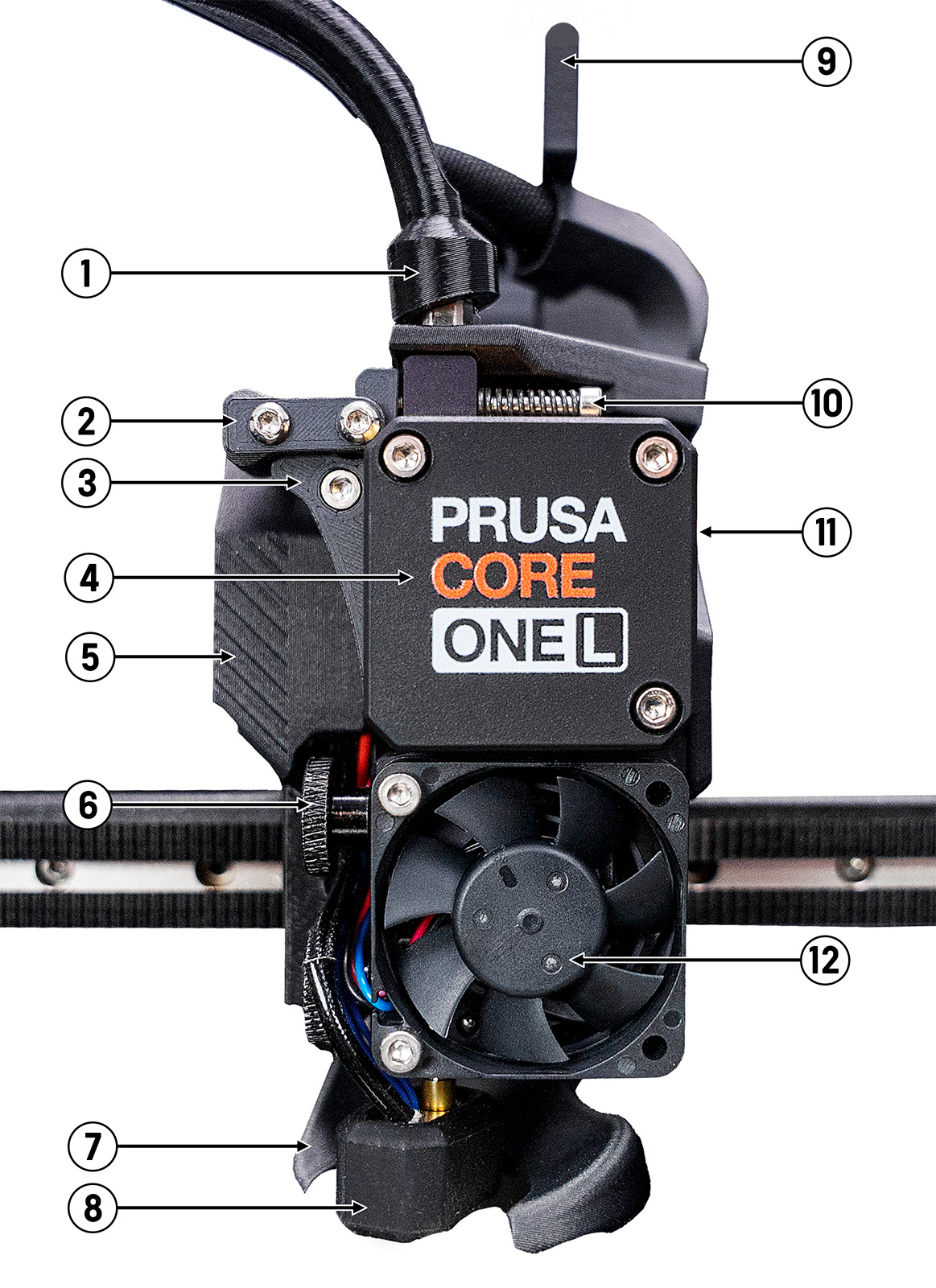
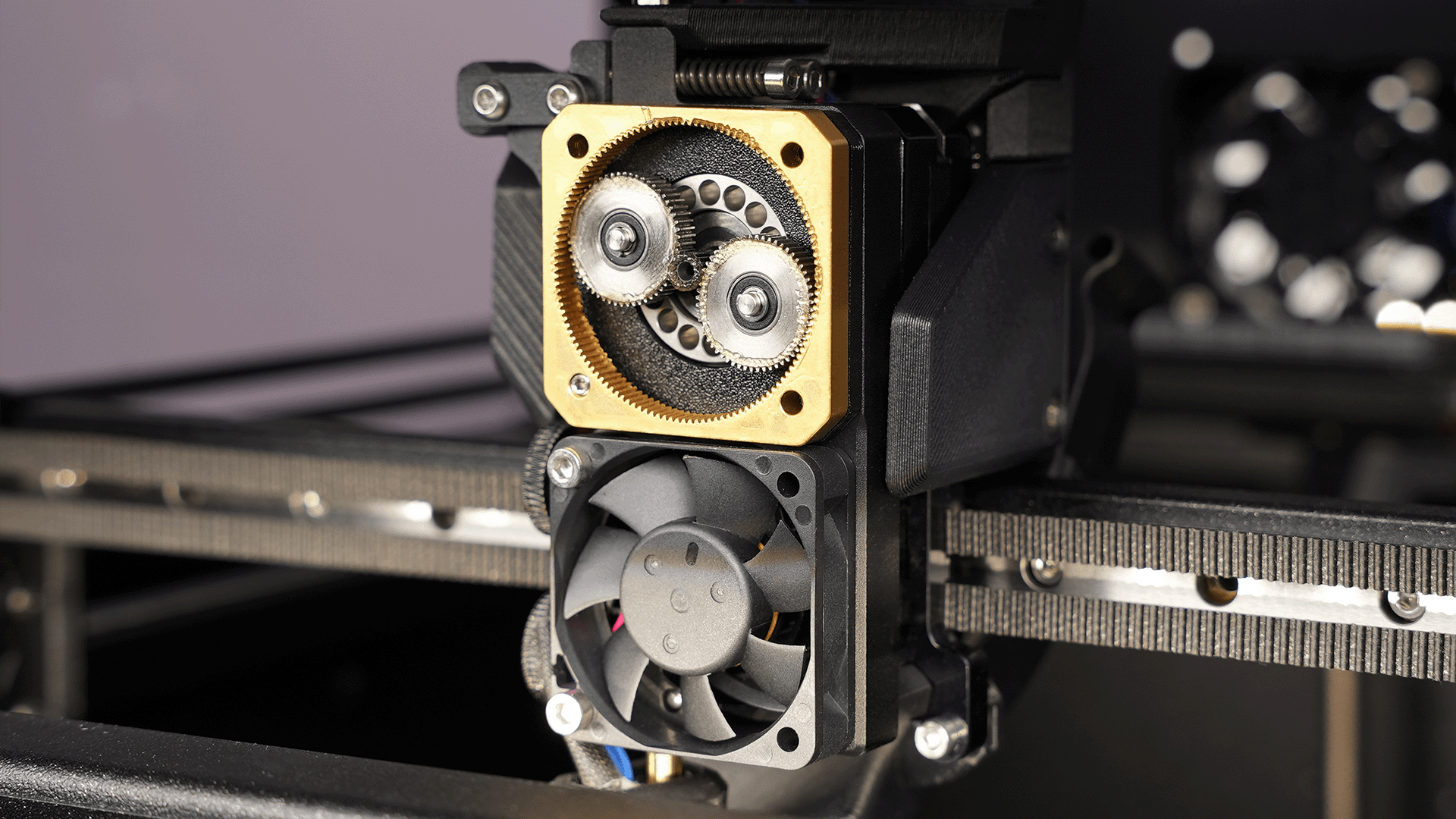
Extruder (občas nazývaný tisková hlava nebo osae) nebo Nextruder, jak říkáme specificky našemu designu, je součást, prostřednictvím které probíhá samotný tisk. Tiskový materiál (filament) se zavádí skrze PTFE trubičku nad držákem filamentu na boku tiskárny. Vede do Nextruderu skrze 1 vstupní bod filamentu na horní straně. Filament pak pokračuje přes 3idler, který se stará o napnutí filamentu. Můžete také vidět 2přítlačnou záklopku (swivel), která se otevírá směrem nahoru. Tlak lze upravit pomocí 10sšroubků idleru. Filament se pohybuji dovnitř Nextruderu a ven pomocí převodovky, která se nachází uvnitř sestavy. Zvenku můžete vidět pouze přední kryt4planetové převodovky, motoru extruderu ukrytého za převody. Tištěné části na horní straně jsou 5kryty elektroniky. Filament dále prochází kovovou trubičkou, je roztaven pomocí 8topného tělesa a vytlačen skrze trysku. Dva 6stavěcí šrouby vlevo drží kovovou trubičku a trysku na místě. Všimněte si, že je kovové topné těleso zakryto černo-šedou silikonovou ponožkou. Na sestavě se nachází také dvojice ventilátorů. Jde o 11tiskový ventilátor, který je umístěn na zadní sraně Nextruderu, takže ho na fotce neuvidíte. Ventilátor je napojen na dlouhý kanálek se zakončením ve tvaru půlměsíce, kterému se říká 7kryt tiskového ventilátoru a který pomáhá usměrňovat proudění vzduchu. 12ventilátor chladiče je připevněn přímo na přední části těla extruderu. Funkci obou ventilátorů si podrobněji vysvětlíme později. A nakonec je tu 9páčka Nextruderu na jeho horní straně, která se používá pro automatické otevírání a zavírání ventilační mřížky zatlačením na její madlo.
Pak je tu ještě jedna část Nextruderu, kterou ale nemůžete vidět - vestavěný akcelerometr. Samotné součástky byste si nevšimli, ale vylepšuje Phase Stepping a kalibraci Input Shaperu. Tiskárna je díky tomu tišší a dokonce také o něco přesnější. (Více si o tom řekneme v kapitole Kalibrace a testya také v kapitole Mechanismy tiskárny v akci).
Tady je pohled shora: můžete tak vidět 1tiskový ventilátor na zadní straně Nextruderu; a 2zaváděcí trubičku vedoucí do Nextruderu.
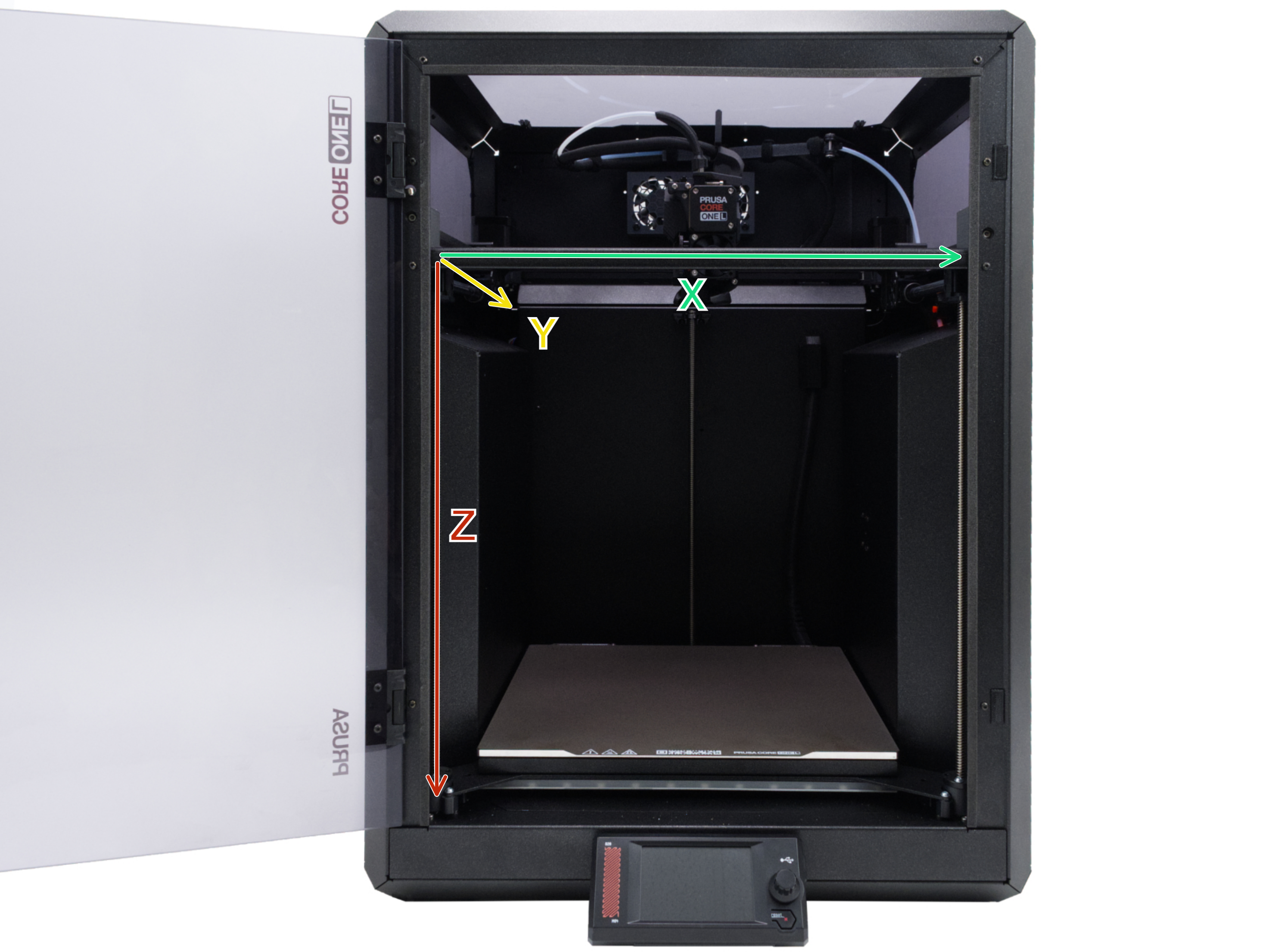
Osy X, Y a Z
Ve světě 3D tisku se běžně používá kartézský souřadnicový systém k popisu trojrozměrného prostoru, mluvíme tedy o osách X, Y a Z.
X je pro pohyb vlevo-vpravo,
Y je pro pohyb dopředu-dozadu,
Z je pro pohyb nahoru-dolů.
CORE One L má tiskový objem 300×300×330 mm.
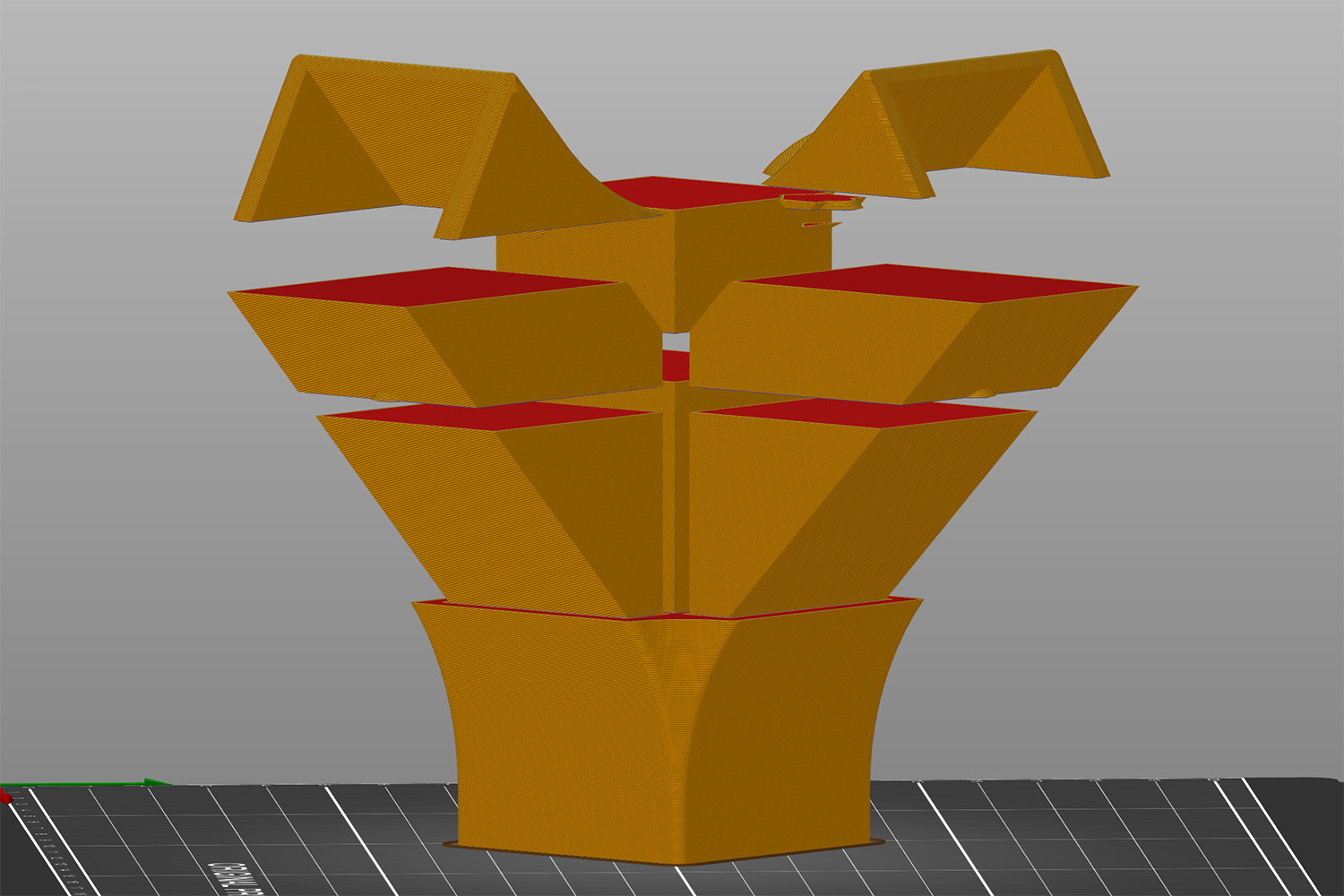
Abyste měli lepší představu, tady je porovnání tiskového objemu za použití stejného modelu raketového motoru na třech různých tiskárnách.
Instalace pomocí Průvodce
2.1 Zapnutí tiskárny
Zapojte napájecí kabel do zdroje (PSU) a zapněte tiskárnu hlavním vypínačem.
Při prvním spuštění se automaticky objeví Průvodce nastavením, který vás vyzve k výběru jazyka.
V klidu si všechno vyzkoušejte. Stisknutím tlačítka Reset zrušíte váš výběr a celý proces nastavení se spustí znovu.
Později, při běžném používání tiskárny, můžete stisknutím tlačítka Reset ukončit jakoukoli činnost, kterou tiskárna v daném okamžiku provádí - ať už se jedná o kalibraci, zahřívání, tisk atd. Tiskárna se bude chovat, jako by byla znovu zapnuta. Všechna dlouhodobá nastavení, jako je kalibrace, volba jazyka atd. zůstanou zachována.
Nyní začněme se samotným nastavením:
Základní nastavení nepočítá s použitím pokročilého filtračního systému a předpokládá zapojení kamery. Nastavení můžete později kdykoliv změnit v závislosti na konfiguraci hardwaru.
Instalace pomocí Průvodce
2.2 Připojení k Wi-Fi pomocí aplikace Prusa
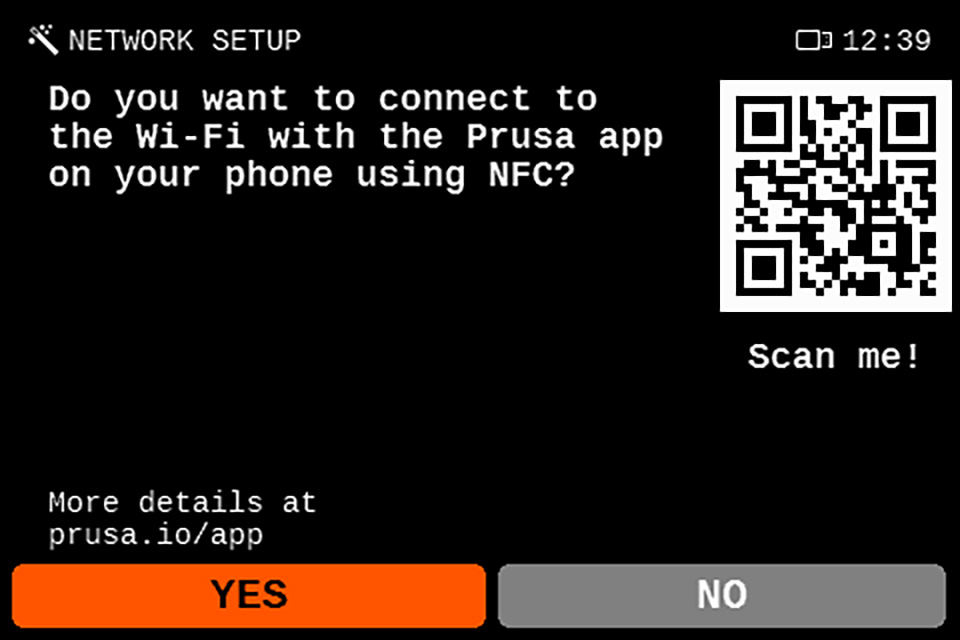
Hned na začátku průvodce se objeví možnost, připojit tiskárnu k Wi-Fi pomocí aplikace Prusa. Pro potřeby tohoto kurzu to považujeme za základní nastavení.
Co dalšího aplikace Prusa umí? Rychle se skrze ní dostanete k naší databázi 3D modelů a nástroji pro přípravu tiskových souborů (Printables.com a EasyPrint - o nich více později). Hlavně vám ale zpřístupňuje také Prusa Connect, což je systém, díky kterému můžete vzdáleně ovládat a sledovat vaší tiskárnu, nastavovat kameru Buddy3D a mnoho dalšího.
Pokud ale chcete tiskárnu jen co nejrychleji spustit, nebo ji nechcete vůbec připojovat k internetu, můžete tento krok zatím přeskočit a provést ho kdykoliv později. Na druhou stranu je celý proces velmi rychlý a jednoduchý a aplikaci se vyplatí mít hned od začátku.
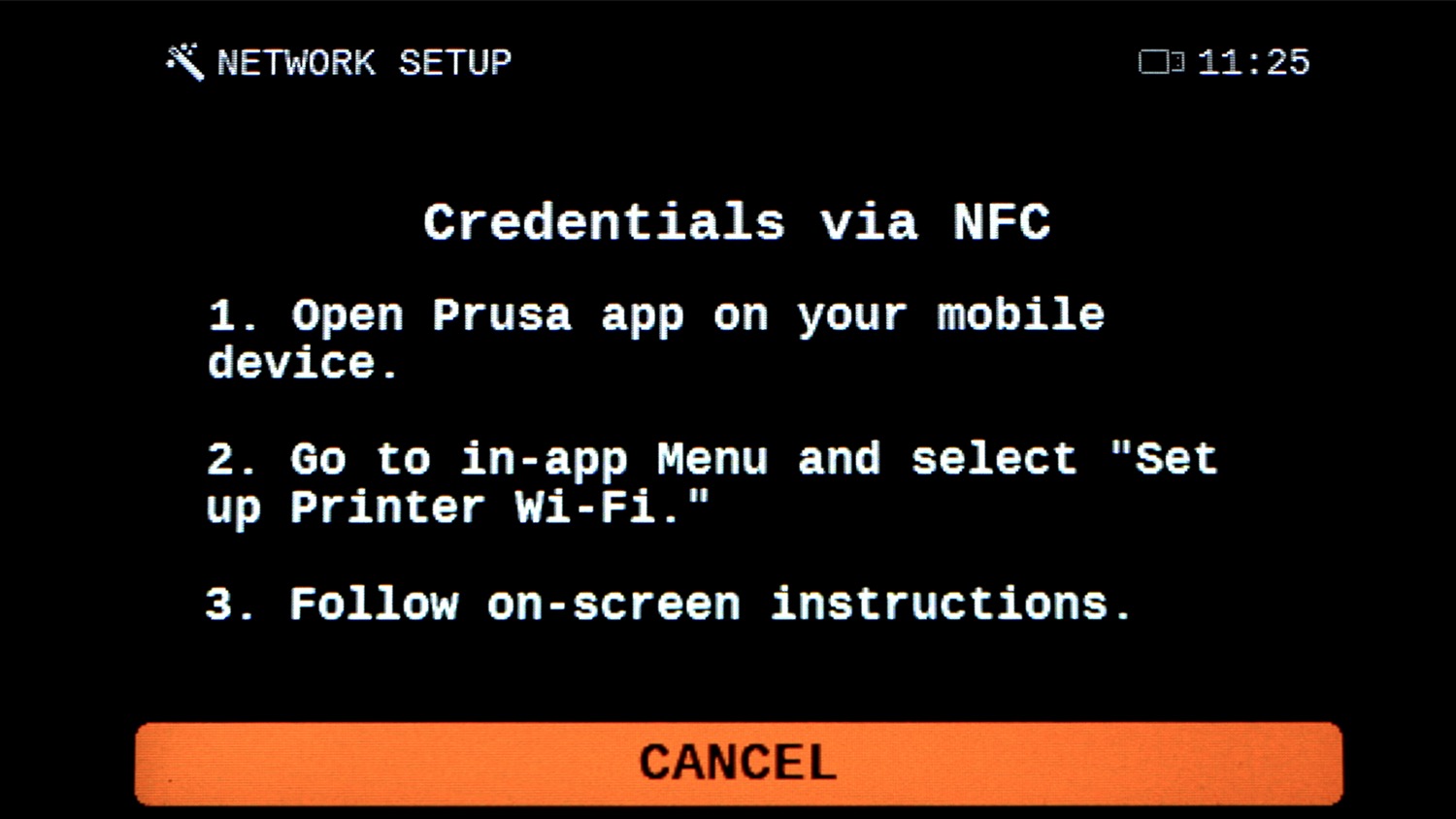
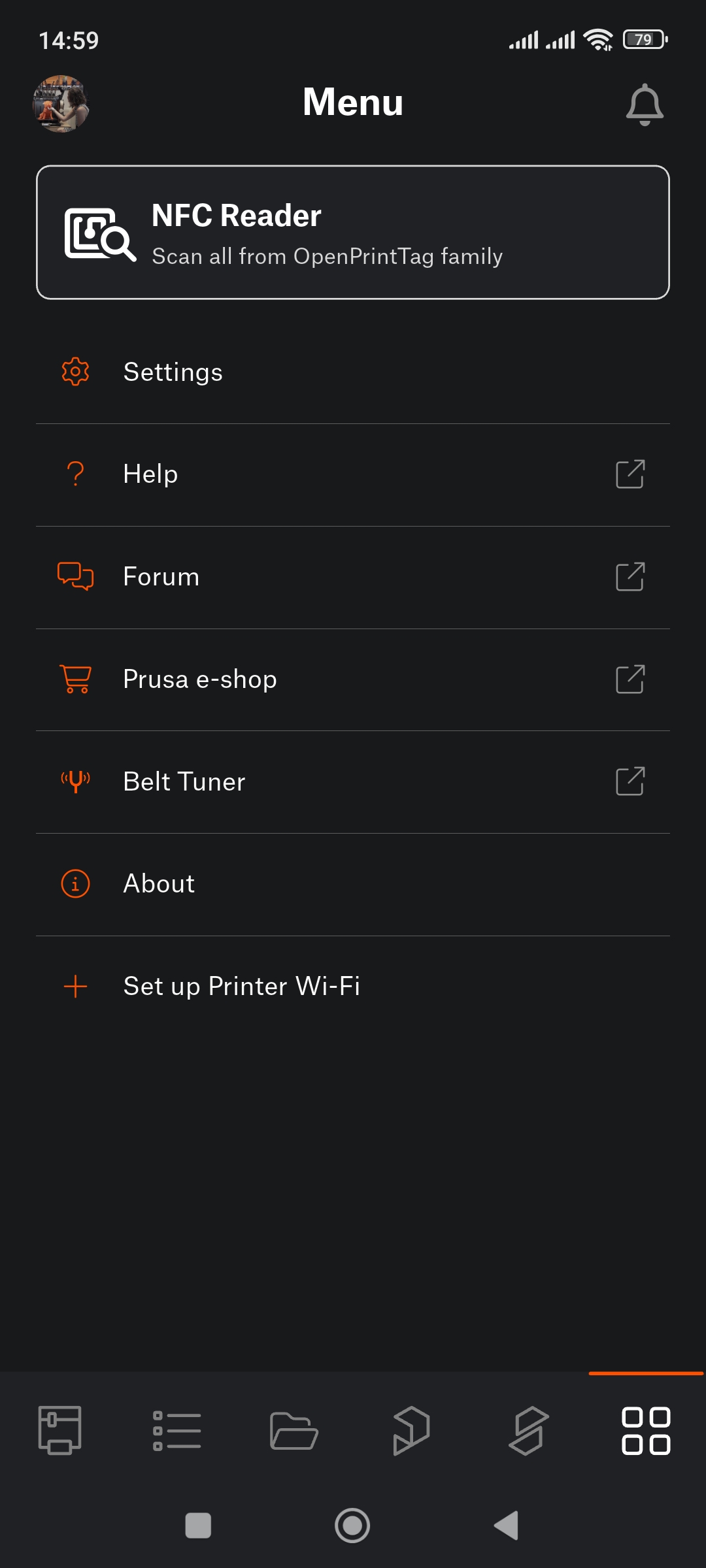
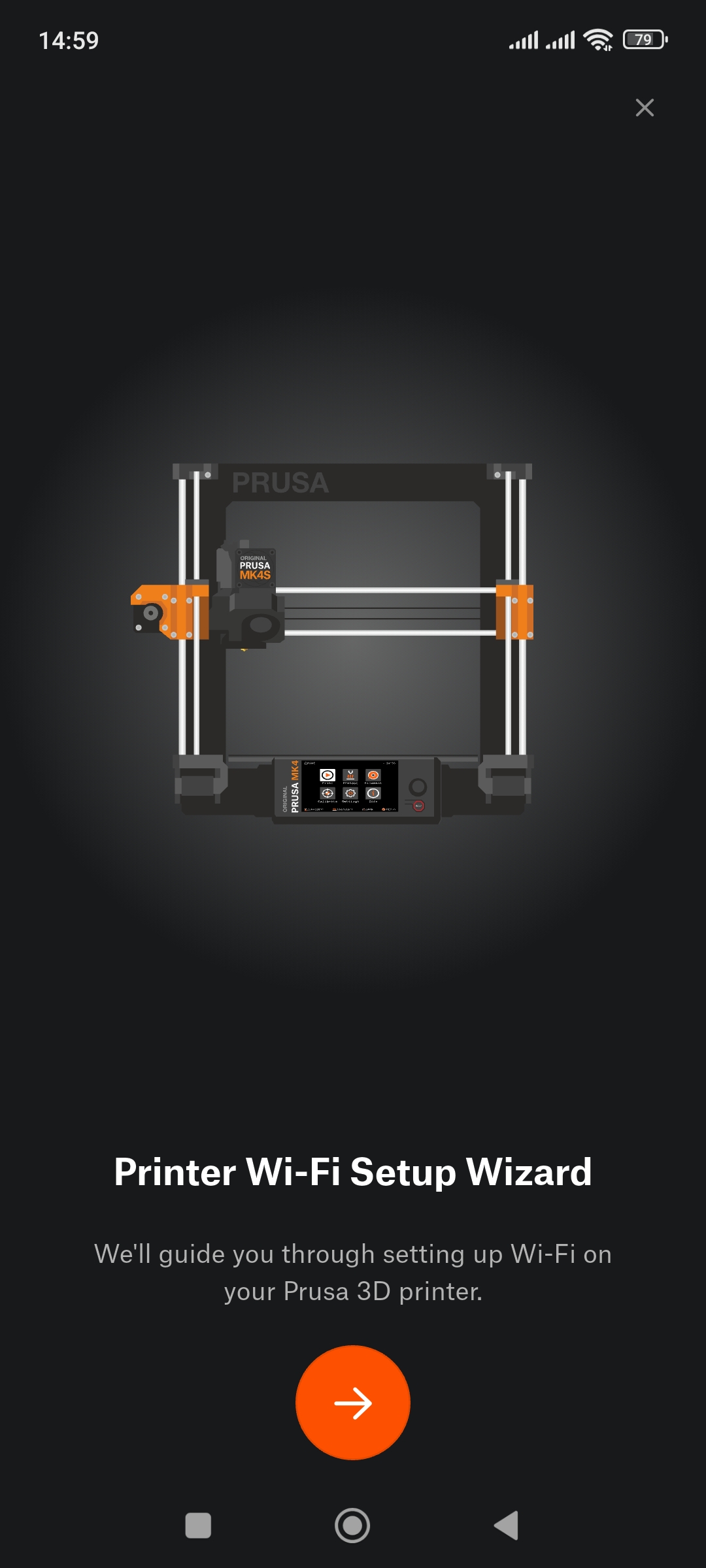
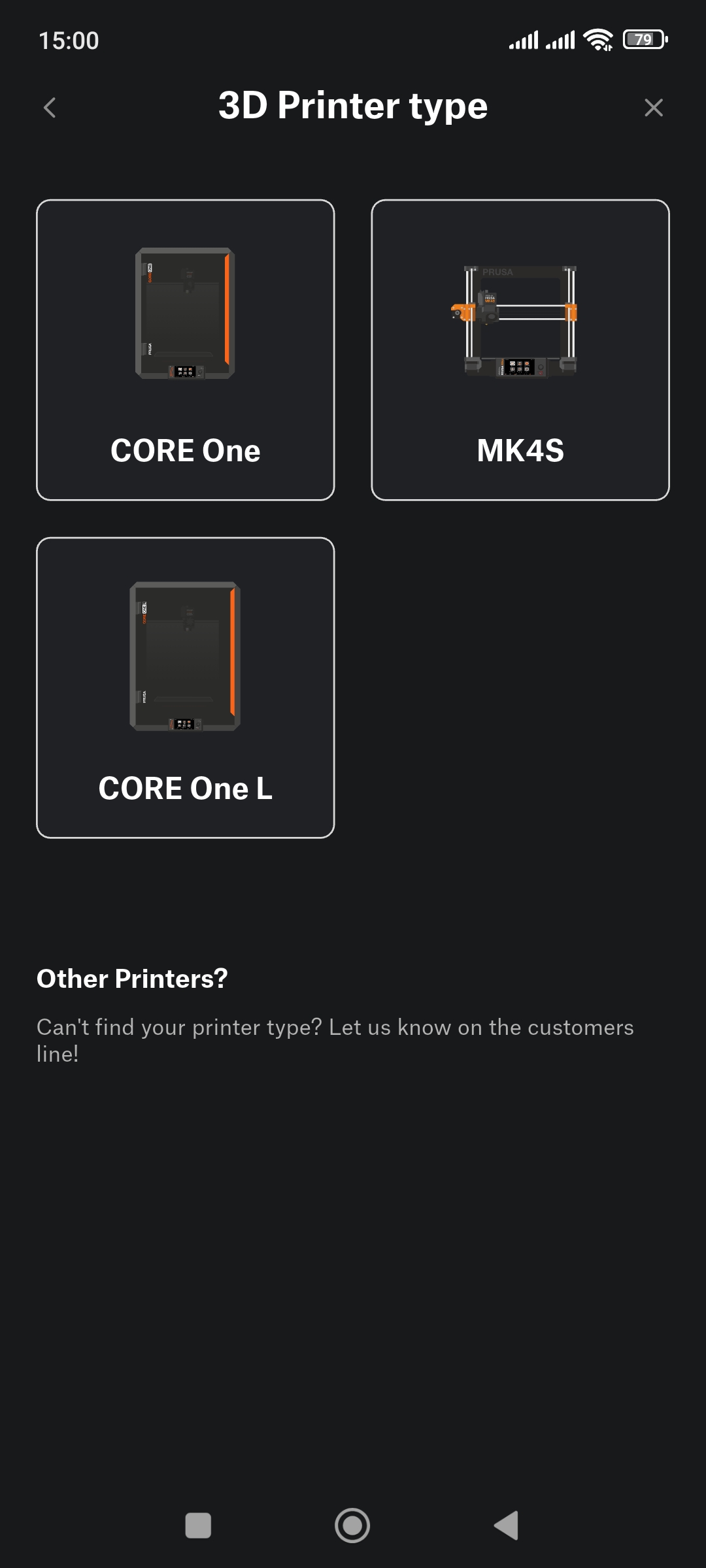
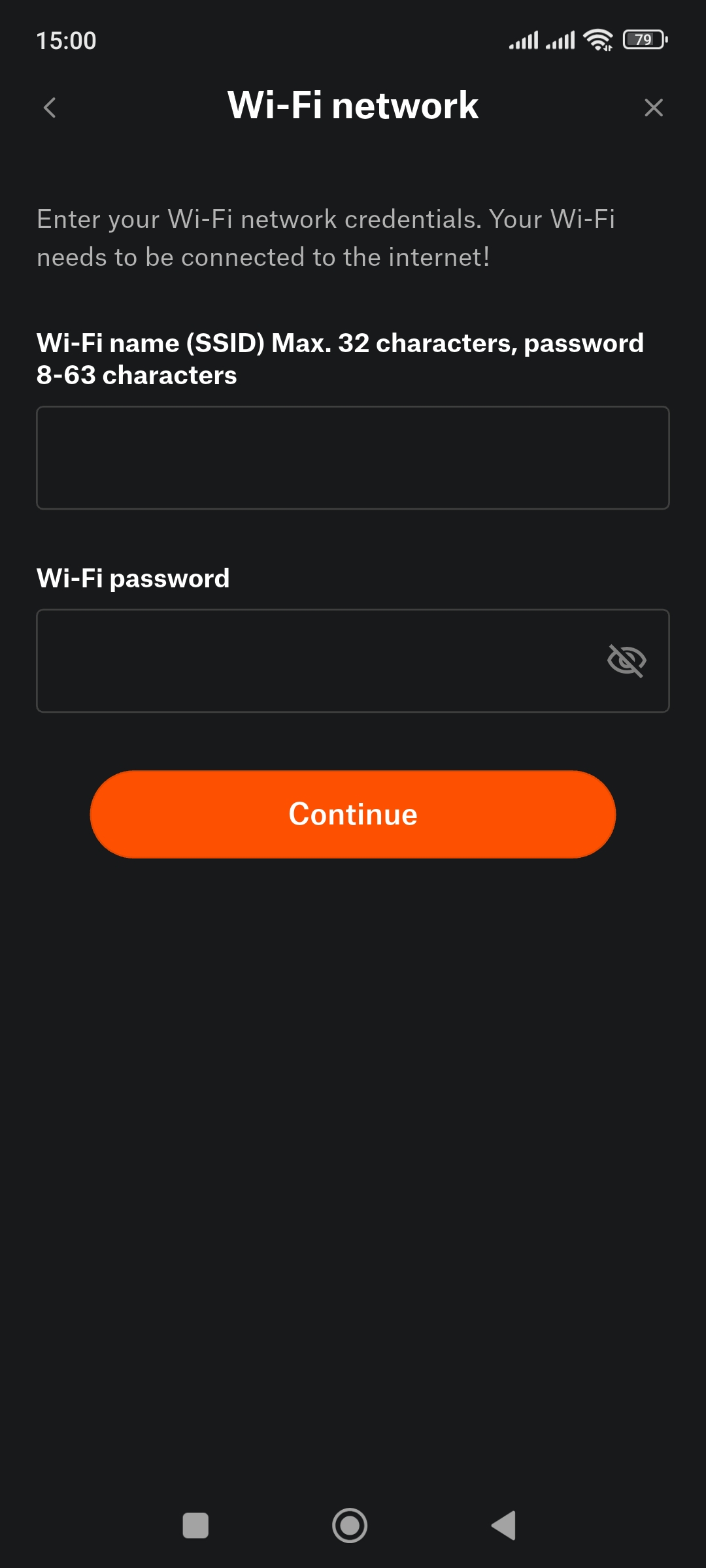
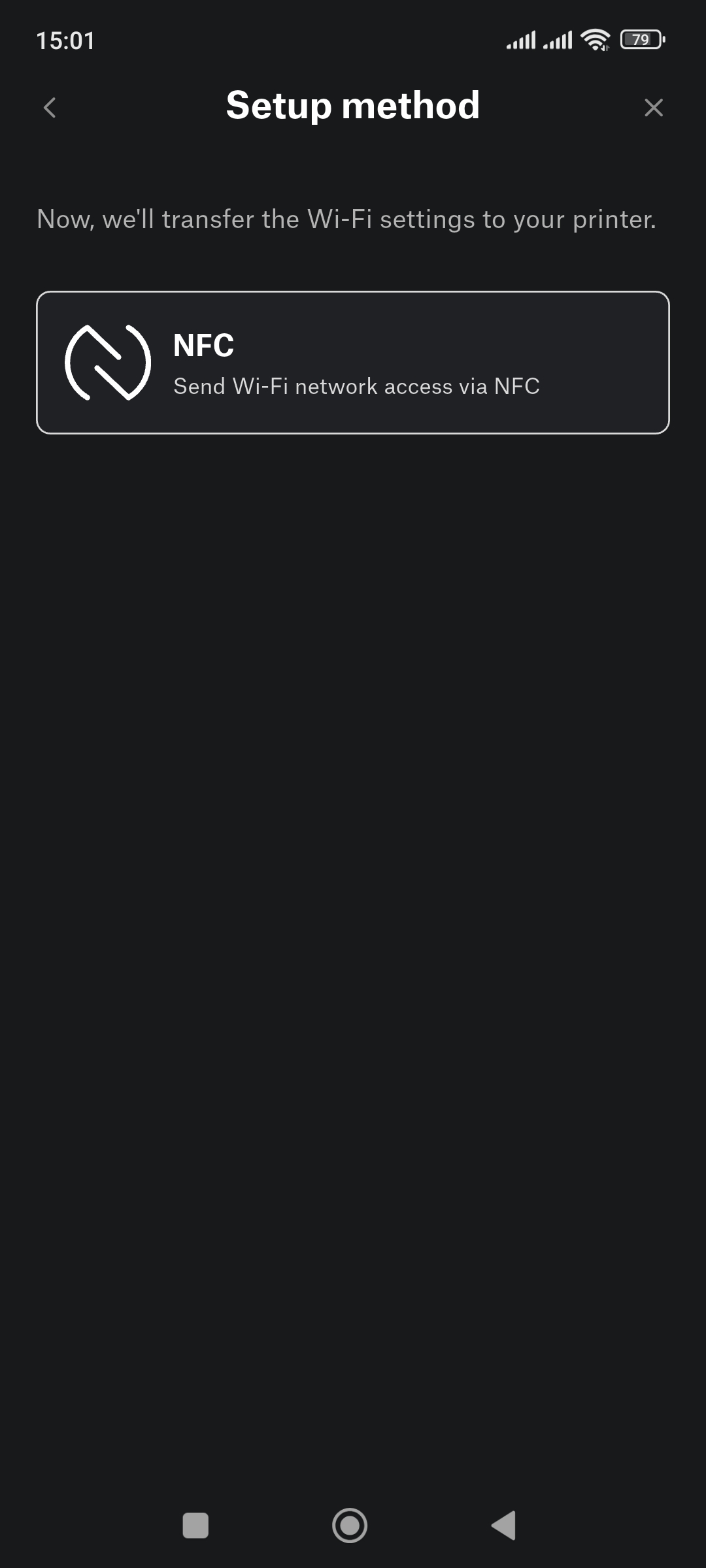
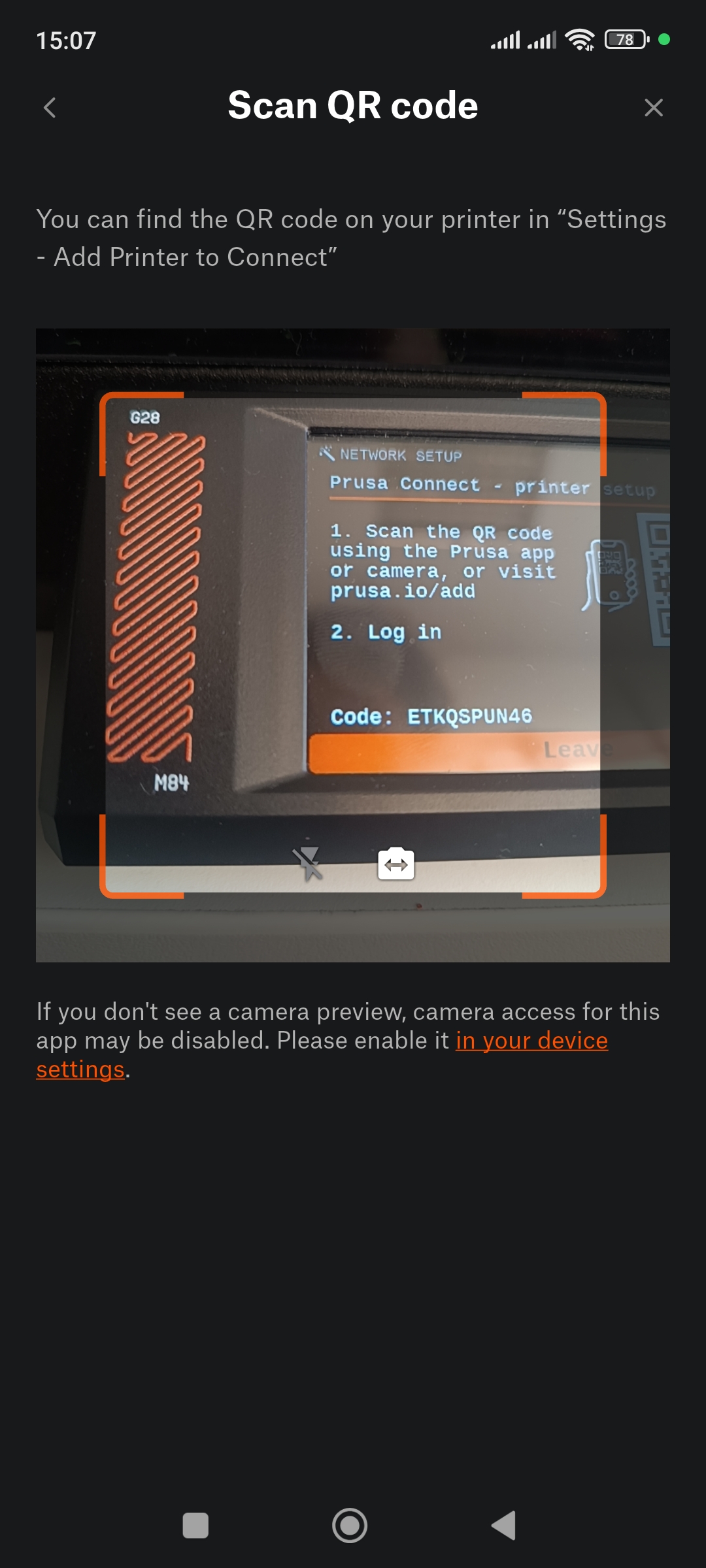
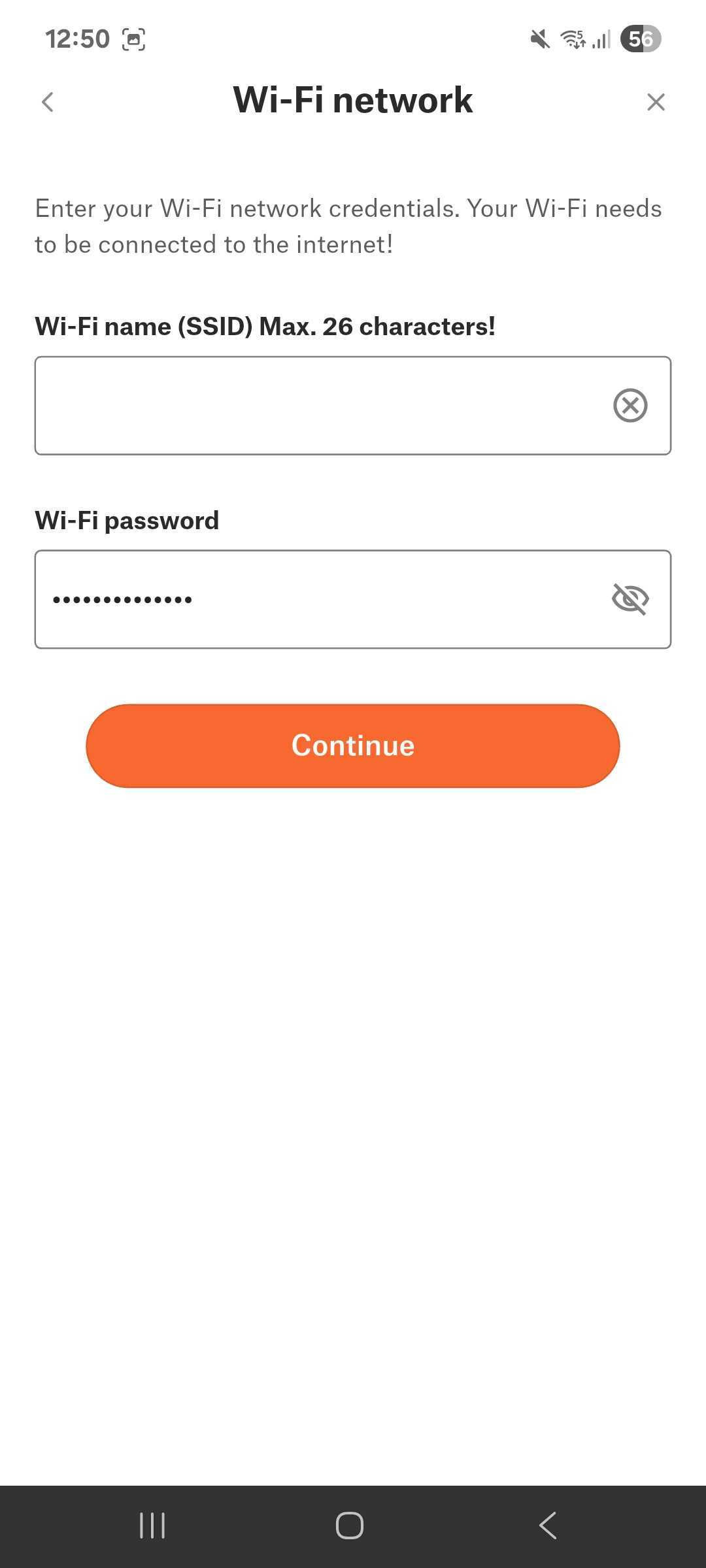
Vyberte „Ano“ a poté nainstalujte aplikaci Prusa na váš telefon.
Postup instalace je naprosto standardní: aplikace je k dispozici jak na Google Play, tak v App Store.
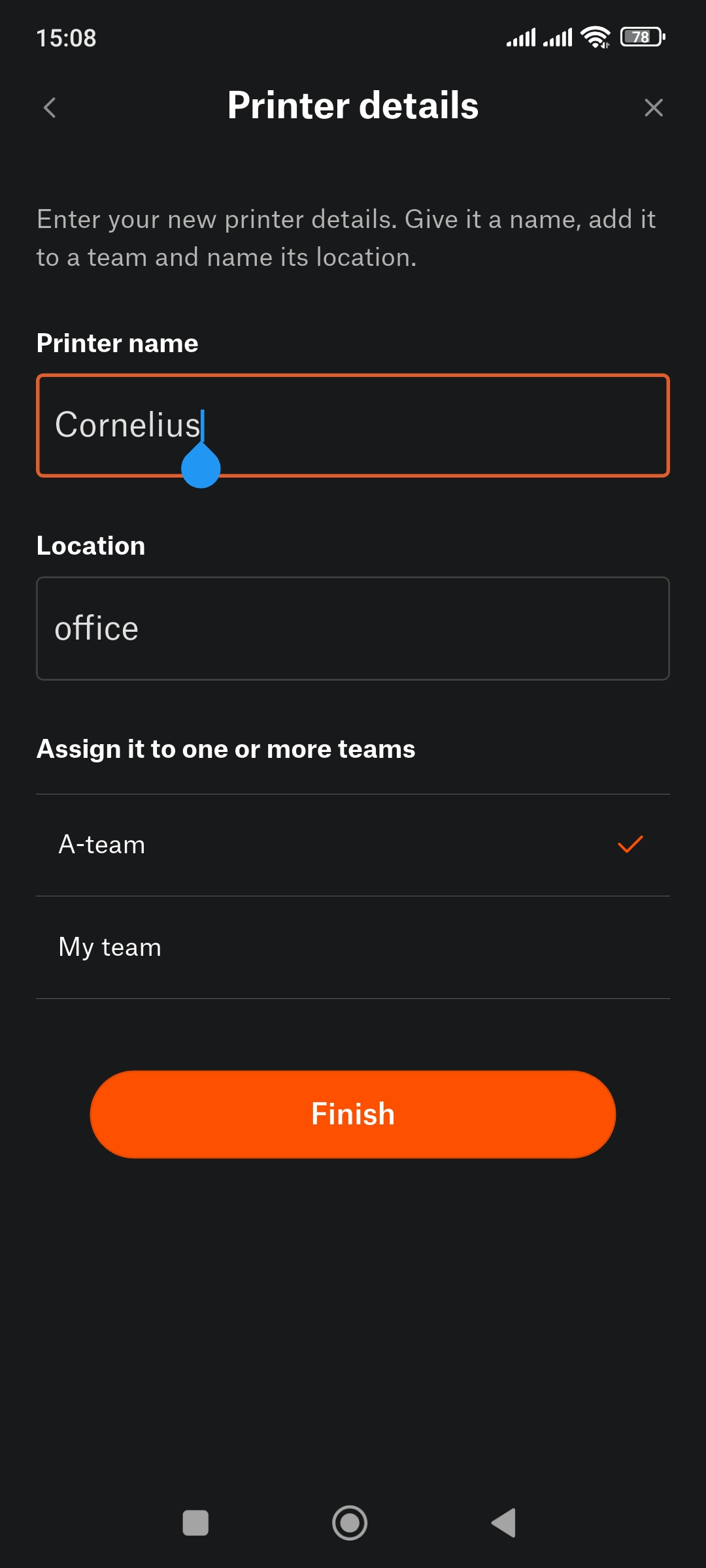
Pokyny v aplikaci jsou také velmi jednoduché:
Přidání tiskárny do Prusa Connect
Online rozhraní pro vzdálený tisk a jeho sledování se nazývá Prusa Connect. Můžete k němu přistoupit buďto prostřednictvím mobilní aplikace Prusa nebo na počítači přes webový prohlížeč. Druhá možnost je popsána v kapitole 6.2. Pokud chcete zjistit, co Prusa Connect nabízí ještě před tím, než se o jeho použití sami rozhodnete, podívejte se na vlastnosti Prusa Connect ve zmíněné kapitole.
Pro potřeby tohoto kurzu budeme opět brát připojení tiskárny do Prusa Connect jako základní volbu.
A to je všechno!
Pokud se chcete dozvědět víc o Prusa Connect a alternativních způsobech, jak připojit tiskárnu k internetu, pokračujte na kapitolu Připojení k síti.
Instalace pomocí Průvodce
2.3 Dokončení instalace pomocí Průvodce
Pokud byste spustili tiskárnu se zajištěnou vyhřívanou podložkou, mohli byste celé zařízení vážně poškodit!
Vypnutí senzoru dvířek může vést ke zranění nebo poškození tiskárny. Pokračování bez zapnutí těchto bezpečnostních funkcí je na vaší plnou odpovědnost.
Na rozdíl od našich předchozích tiskáren, tento model přichází zkalibrovaný už z naší továrny. To znamená, že namísto sledování, kterak vaše tiskárna provádí Selftest (všechny kalibrace a testy jeden po druhém), můžete využít čas navíc třeba ke sledování alpak, které žijí na dvorku naší továrny.
Ne, teď vážně, kalibrace a testy jsou i nadále dostupné z menu, i když je budete potřebovat jen při řešení nenadálých problémů. Více informací si povíme později v kapitole Kalibrace a testy.
A tím jsme se dostali na konec Průvodce nastavení. Ještě ale žádné: „Tisku zdar!“ Dostáváme se už nicméně blízko!😀
Instalace pomocí Průvodce
2.4 Ovládání menu tiskárny
Už jsme se téměř dostali ke spuštění prvního tisku. Ještě předtím si ale musíme projít ovládáním tiskárny. Pojďme se tedy velmi rychle ponořit do základního menu - téměř vše je snadno pochopitelné.
Mějte na paměti, že tiskárna nemá způsob, jak detekovat materiál filamentu (...alespoň prozatím! 😉). Vše tedy závisí na informaci od uživatele, tedy na tom, jaký materiál vyberete během funkce Zavést filament.
Teď si pojďme projít všechna podmenu.
Mějte na paměti, že většina nabídek je užitečná jen během řešení problémů nebo testování - přistupovat k nim budete jen na základě pokynů z online nápovědy nebo při komunikaci se zástupci naší technické podpory. Pro běžný tisk budete potřebovat jen menu Tisk a Filament.
Vložte USB/Tisk
Tato položka bude ukazovat „Vložte USB“ v případě, bude-li USB port prázdný, a změní se na Tisk, když USB disk vložíte. Jinak je význam této položky menu zřejmý - zde si vyberete soubor, který chcete vytisknout.
Berte na vědomí, že během celého průběhu tisku musíte nechat USB disk ve slotu - tiskárna jej používá jako úložiště.
Předehřev
Pomocí této volby můžete předehřát trysku a vyhřívanou podložku na teplotu odpovídající vlastnostem zavedeného materiálu. Za normálních okolností nemusíte do tohoto menu vůbec vstupovat - při tisku jsou už údaje k předehřevu uloženy v tiskovém souboru, a když zavádíte filament, volíte správnou teplotu v nabídce Zavést filament. To znamená, že tato nabídka je určena primárně pro čištění, výměnu některého dílu nebo testování.
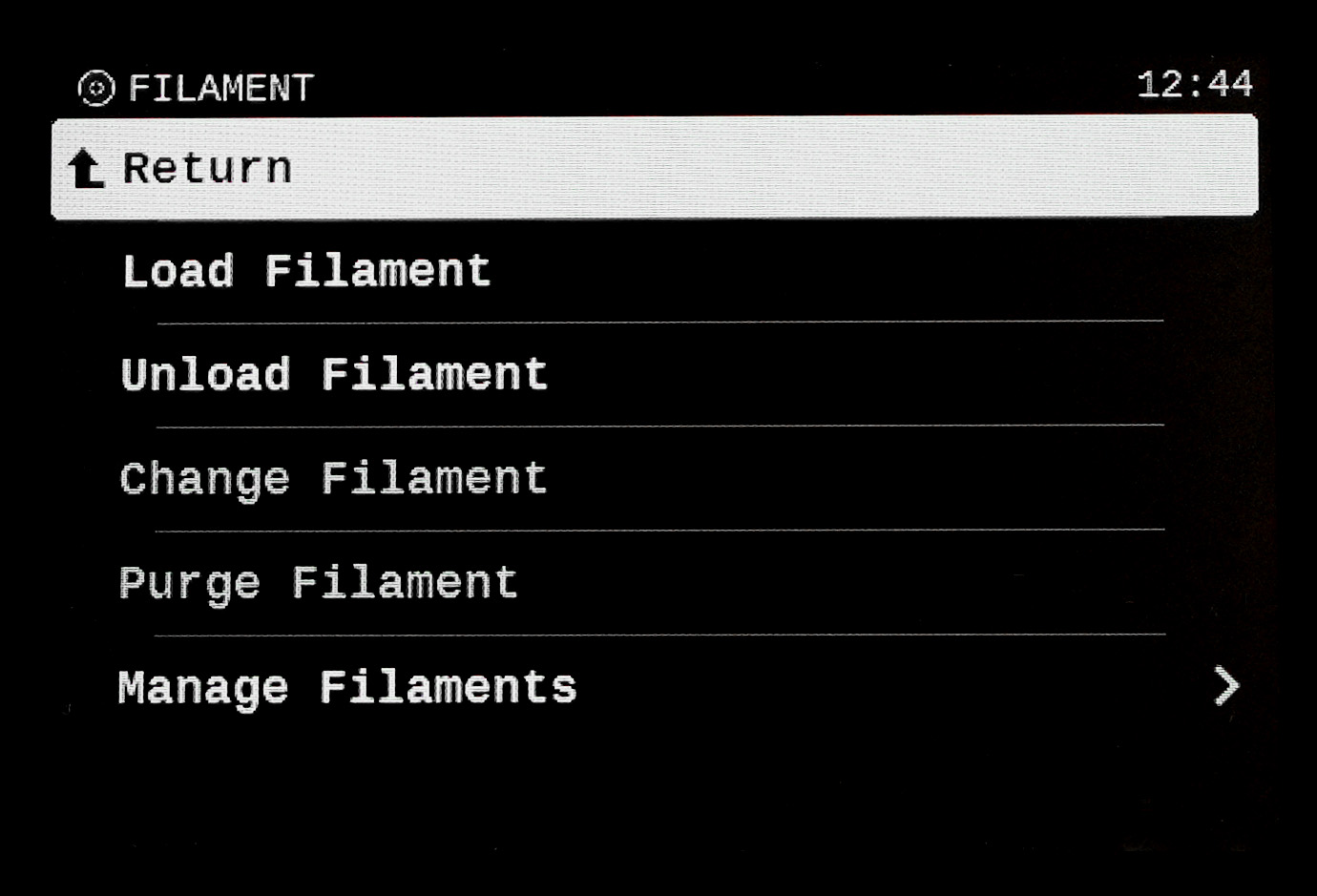
Filament
Zde budete Zavádět nebo Vyjímat filament, Vyměňovat filament (což jsou jen předchozí dvě operace spojené do jedné) nebo Vytlačovat filament (tedy zbavovat se zbytků předchozího zavedeného filamentu, což je ale už stejně zahrnuto v kroku Zavést filament).
Ovládání
Tato nabídka obsahuje mnoho voleb pro testování a řešení problémů, jako je odpojení motorů nebo nastavování rychlosti ventilátorů.
Jedna z voleb však zasluhuje zmínku: Kalibrace a testy. Jak už víte, tiskárna přišla předem zkalibrovaná z továrny, ale na tuto proceduru se blíže podíváme v kapitole Kalibrace a testypro případ, že byste tiskárnu potřebovali z nějakého důvodu zkalibrovat znovu.
Nastavení
Opět, toto menu nabízí mnoho voleb, včetně důležitých kroků, jako je částečný nebo kompletní návrat k továrnímu nastavení. Jen dvě nabídky zde zřejmě zasluhují delší zmínku:
Pod volbou Uživatelské rozhraní se například nachází možnost, upravit si patičku hlavní obrazovky (tedy změnit zahrnuté informace nad rámec teploty a typu filamentu), případně si můžete upravit režim zvuku (můžete deaktivovat pípání a učinit tak procházení menu zcela tiché) nebo nastavení světel (můžete ztlumit, případně úplně vypnout osvětlení komory či stavový LED pásek).
V menu Jazyk a čas můžete pochopitelně změnit jazyk nebo nastavit časové pásmo a formát času.
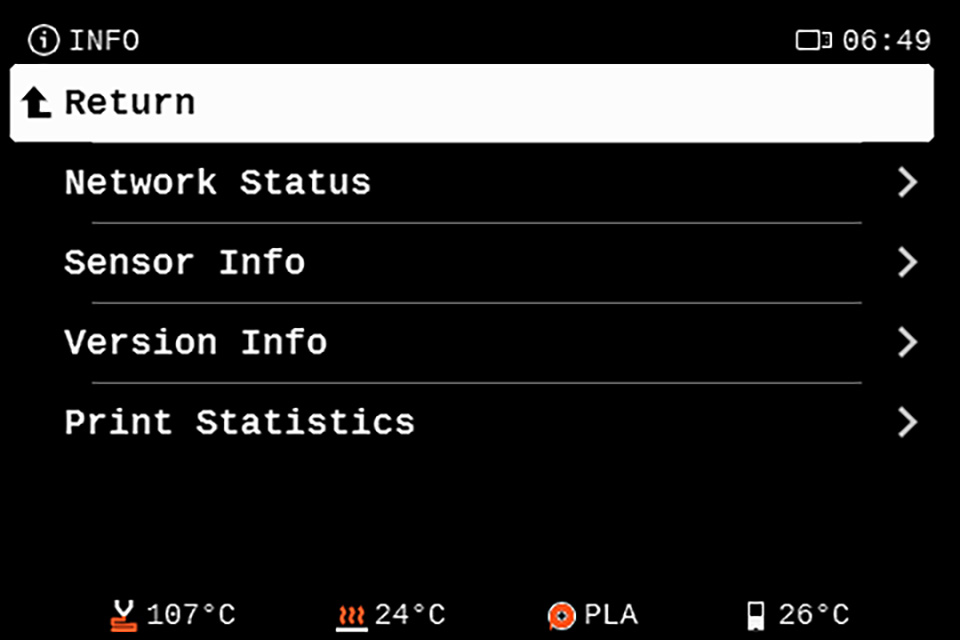
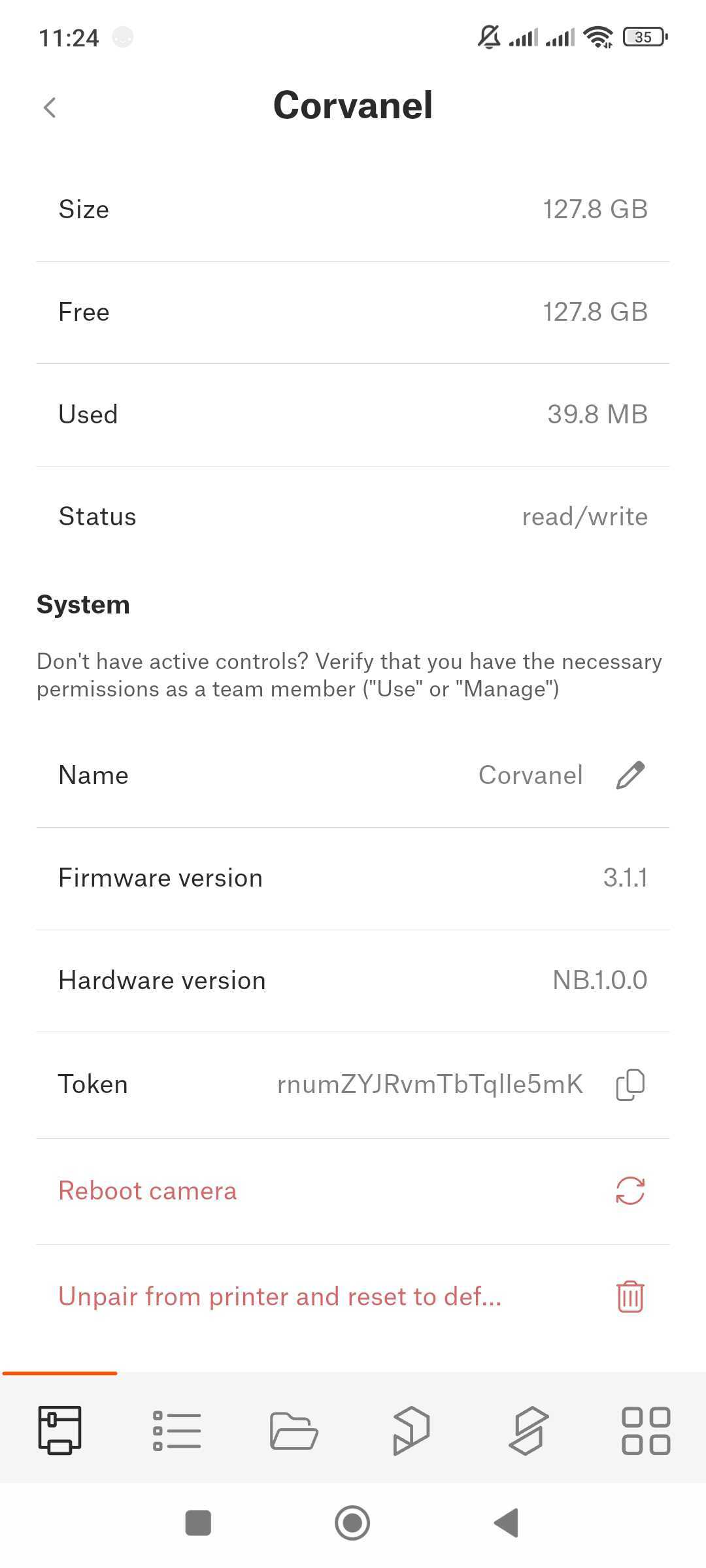
Info
Poslední menu nabízí mnoho různých metrik a statistik - od verze firmwaru, až po teplotu desky.
Ve Statistikách, resp. Statistikách tisku najdete zábavná čísla - kolik metrů filamentu už vaše tiskárna použila a kolik metrů (později kilometrů) urazily jednotlivé osy tiskárny.
Tím končíme naší prohlídku jednotlivých menu.
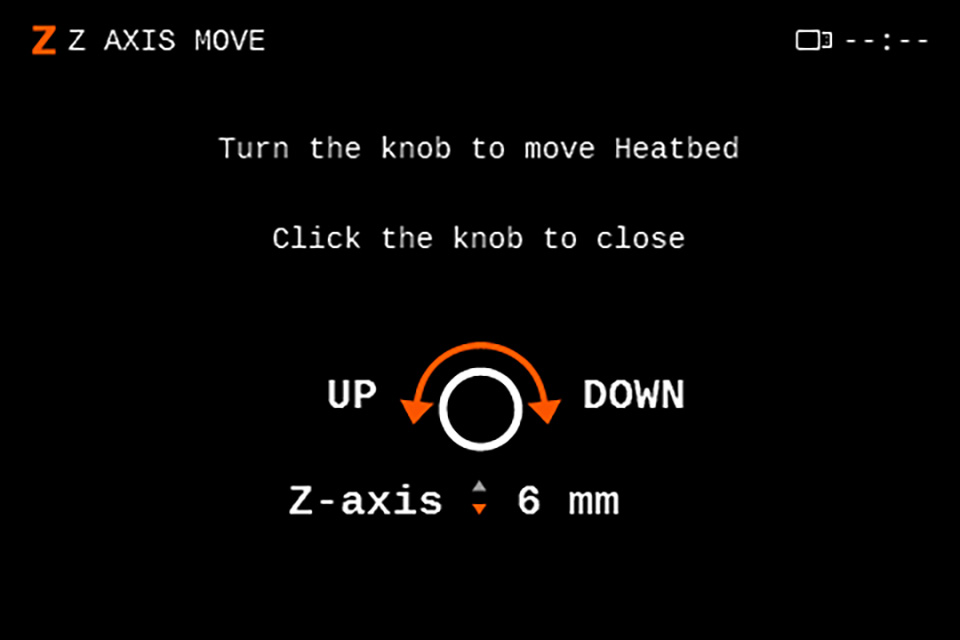
Nakonec ale máme ještě jednu důležitou funkci, ke které se navíc nemusíte dostávat skrze menu, ale jen pomocí ovladacího tlačítka.
Stiskněte jej a podržte po dobu několika sekund (dokud neuslyšíte dvojité pípnutí), pak tlačítko uvolněte. Objeví se tato obrazovka.
Mějte na paměti, že tohle je jediný správný způsob, jak to udělat! Nesnažte se pohybovat osami otáčením závitových tyčí nebo zatlačením na vyhřívanou podložku!
Instalace pomocí Průvodce
2.5 Zavedení filamentu
V této kapitole zavedeme do extruderu filament z cívky, kterou jste dostali k tiskárně.
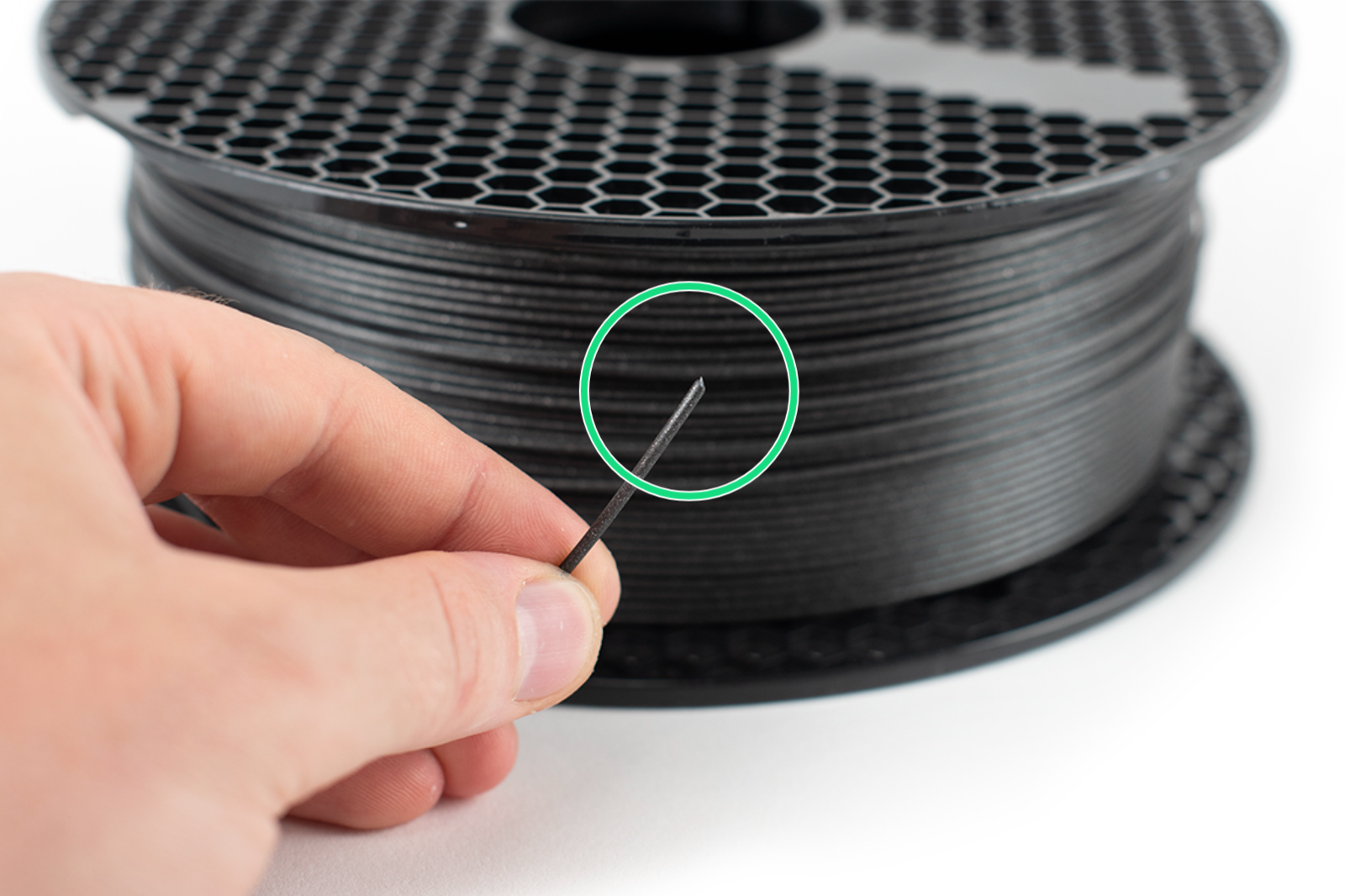
Odstranění struny filamentu
Na hlavní obrazovce klikněte na Filament. Pokud není v senzoru Nextruderu zaveden žádný filament, vyberte Zavést filament. To zároveň znamená, že můžete strunu filamentu jednoduše rukou vytáhnout z trubičky.
V jiném případě vyberte Vyměnit filament.
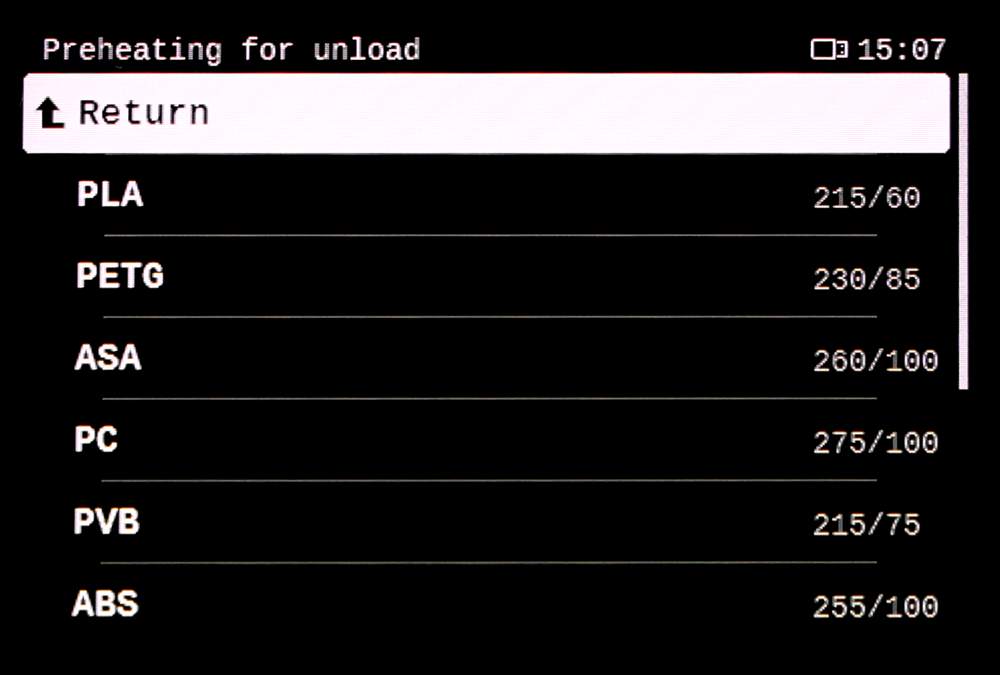
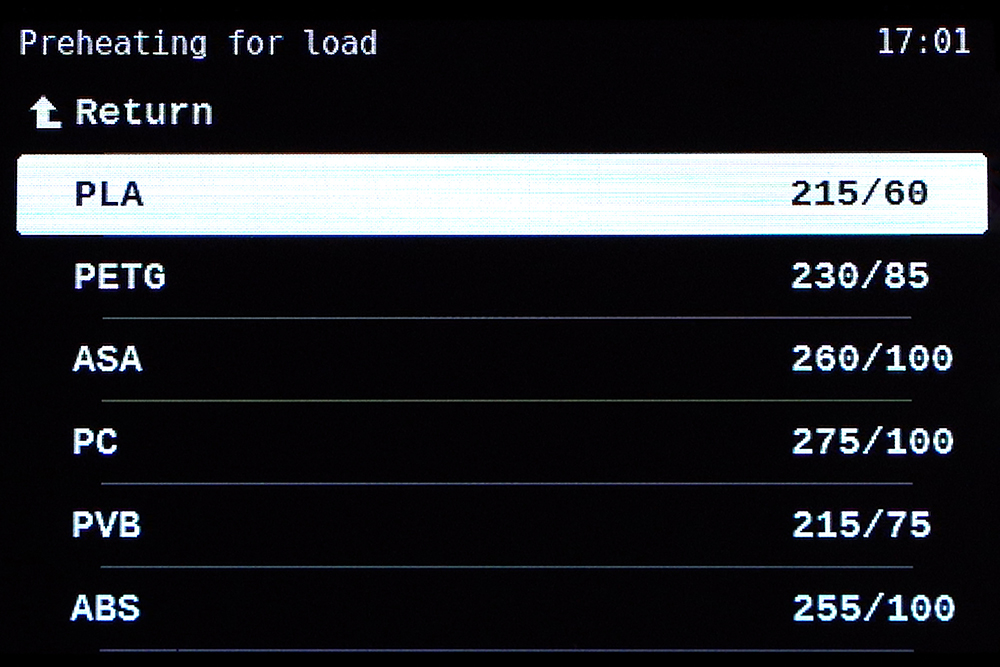
Při zavádění i odstraňování filamentu se musí nejprve nahřát tryska. Přesné teploty jsou určené podle zvoleného materiálu. V našem případě vybereme materiál PLA.
Počkejte, dokud se tryska nenahřeje. Podávací kolečko se poté začne automaticky pohybovat, čímž uvolní zavedený filament.
Všimněte si směru vinutí cívky - filament by měl směřovat nahoru k zaváděcí trubičce.
Zavedení filamentu
Toto je vhodná chvíle pro zdůraznění, že i když nepoužívaná cívka nevisí na držáku, konec filamentu by měl být vždycky zajištěn, aby se předešlo jeho zamotání. K tomu slouží speciální drážky v bocích cívky nebo můžete konec jednoduše prostrčit jedním z šestiúhelníkových otvorů.
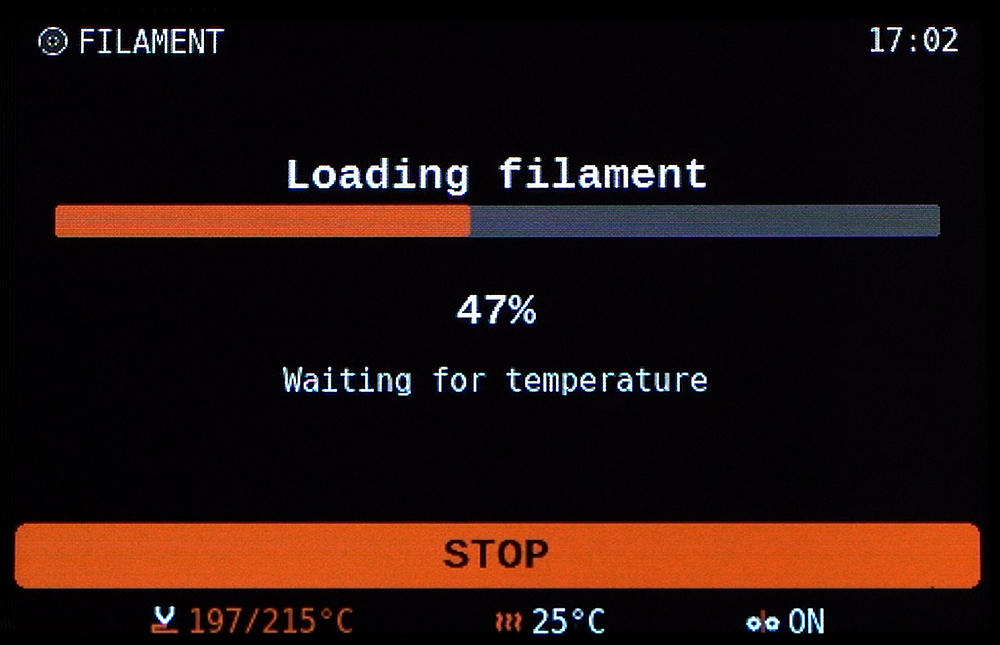
Stejně jako předtím, při vysouvání zbytku struny, tryska se musí nahřát na teplotu odpovídající zvolenému materiálu. Zvolte PLA, tj. 215 °C, samozřejmě pokud používáte cívku, která vám přišla s tiskárnou.
Číslo za lomítkem (60 °C) udává teplotu vyhřívané podložky (ale ve výchozím nastavení zůstane podložka během zavádění filamentu studená).
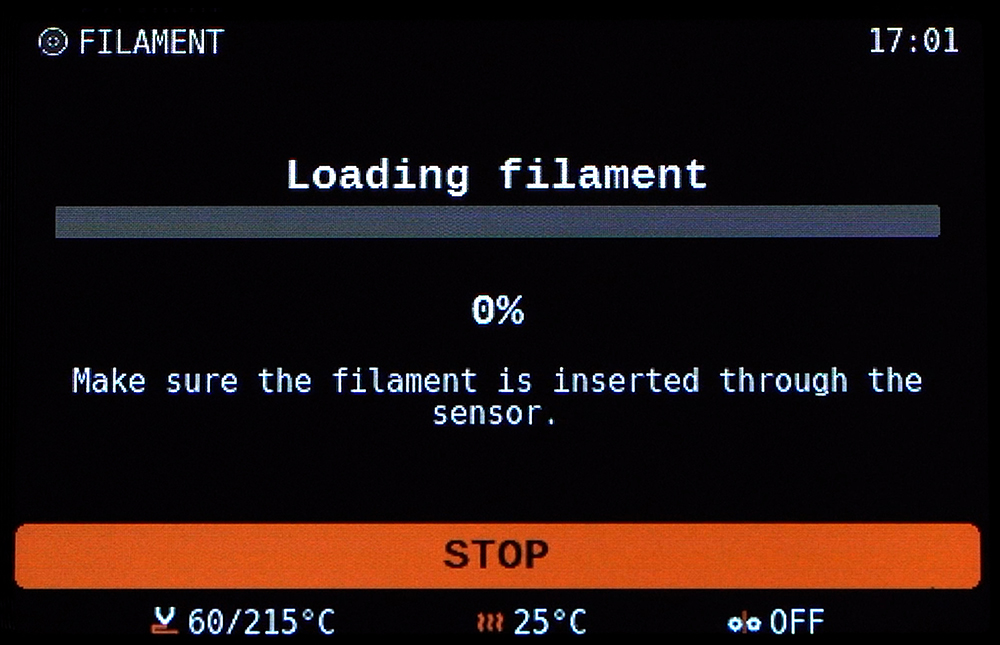
Nahřívání může trvat až několik minut.
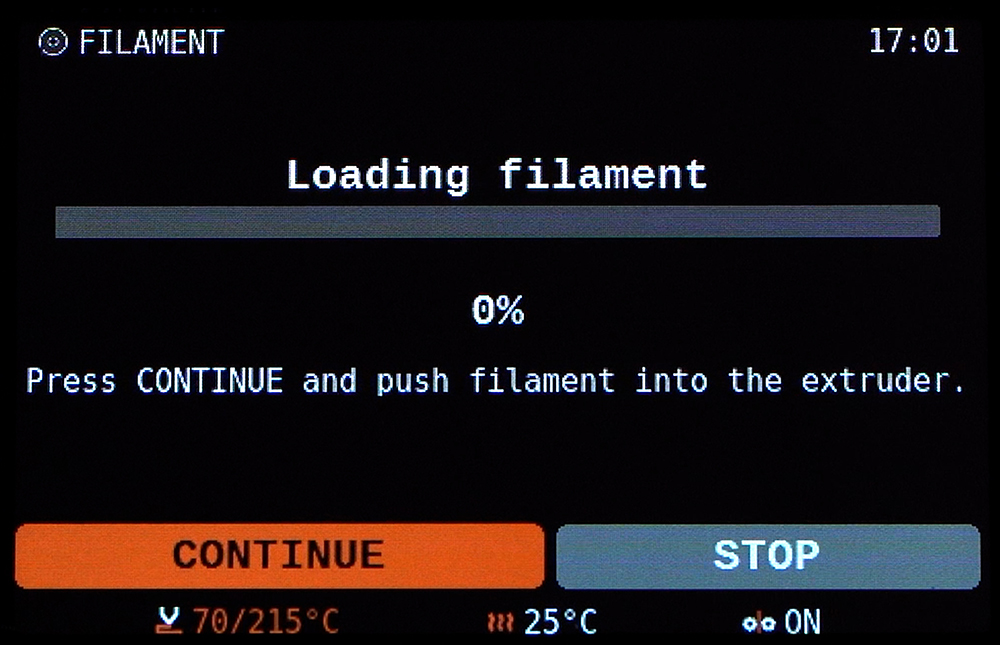
Když zasunete filament dostatečně hluboko, senzor filamentu jej zaregistruje a na displeji se objeví tento text. Stiskněte Pokračovat (Continue).
Pokud teplota ještě nedosáhla potřebné úrovně, zavádění se zastaví přibližně v pli procesu, ale bude automaticky pokračovat, jakmile se tryska nahřeje.
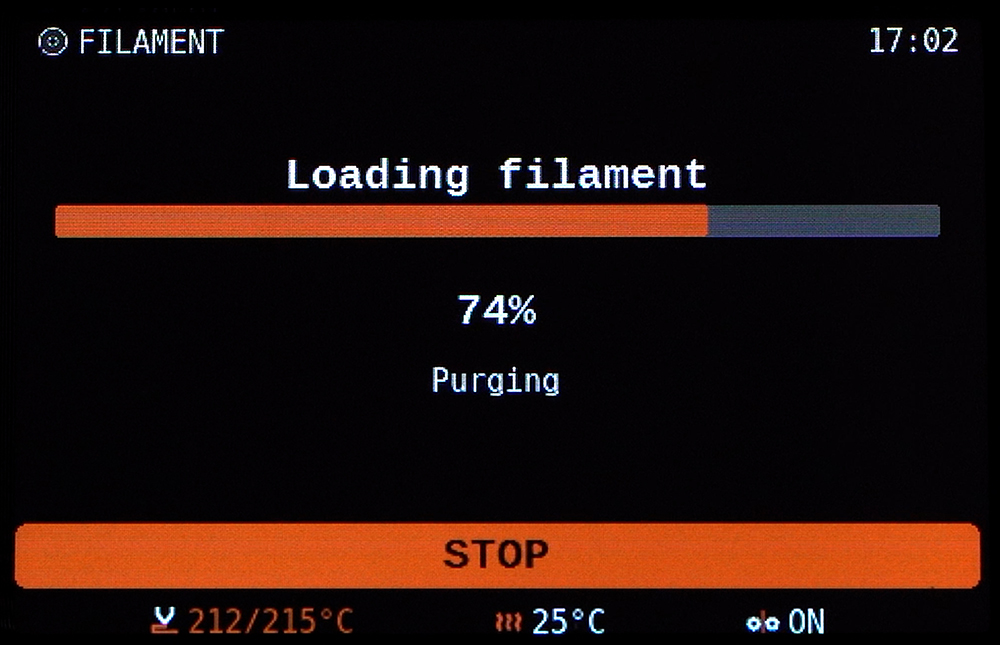
Když filament vstoupí do trysky, začne fáze čištění (Purging). Jejím cílem je vyčistit trysku od zbytků barvy předchozího zavedeného filamentu.
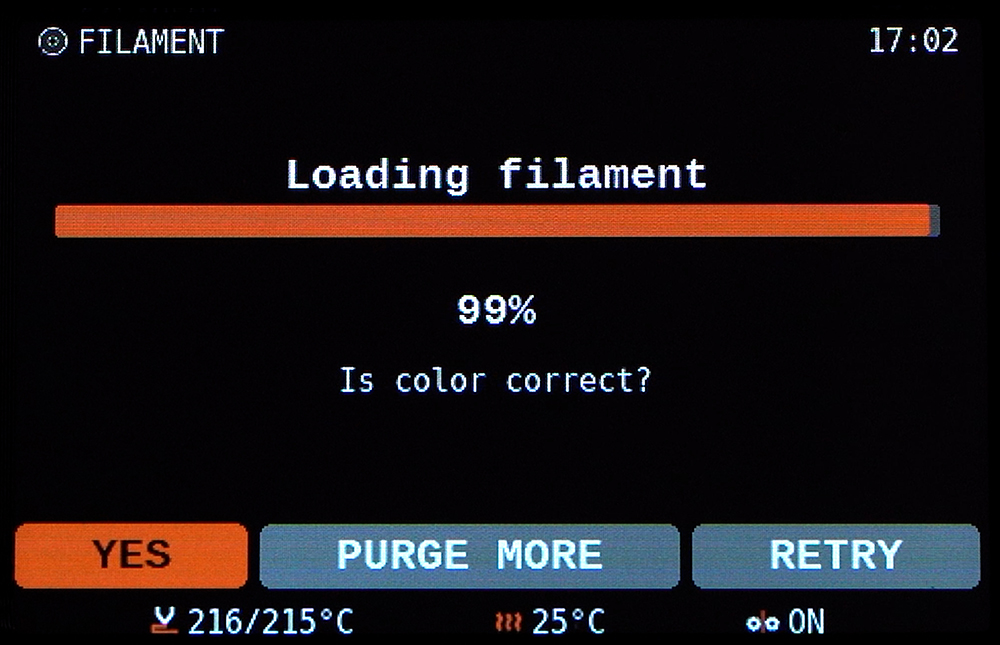
Jelikož v tuto chvíli není zapotřebí čistit žádnou předchozí barvu, můžete zvolit Ano (Yes).
Později, až budete měnit filamenty, můžete vždy zvolit možnost Vytlačit více (Purge More) pro důkladnější čištění. To je důležité zejména během střídání černé a bílé, případně tmavých a světlých odstínů filamentu.
Stejně tak je důležité vytlačovat víc filamentu ve chvíli, kdy měníte materiál z PETG na PLA. Zbytky PETG by totiž mohly mít negativní dopad na kvalitu první vrstvy vytištěné z PLA.
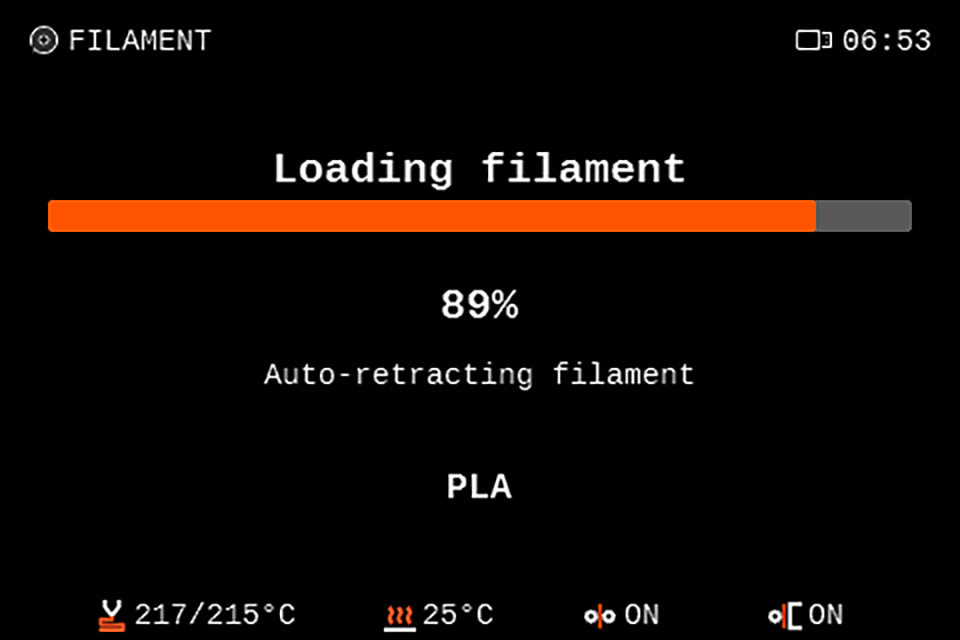
V posledním kroku tiskárna částečně filament zase vysune. Zůstane nadále zaveden, ale ne až v samotné trysce, což pomáhá udržovat žhavené části trysky v lepším stavu. Vše je automatické, takže to považujte za zcela normální.
Instalace pomocí Průvodce
2.6 Příprava tiskového plátu
Kamera Buddy3D je nainstalována v předním horním levém rohu tiskárny a je připojena kabelem USB-C.
Kamera Buddy3D má vysoce kvalitní optiku a infračervené osvětlení, které umožňuje sledovat tisk i v naprosté tmě. Je napájena kabelem USB-C a podporuje paměťové karty formátu MicroSD.
Použití kamery je volitelné a nastavit ji můžete kdykoliv později. Ale když už jsme u toho, proč nepoužívat kameru hned od začátku? Díky ní můžete sledovat průběh vašeho tisku a vytvářet z něj časosběrné video.
Postupujte podle následujících kroků, abyste kameru nainstalovali. Pro detaily o kameře Buddy3D navštivte stránky podpory.
Pro správné oskenování QR kódu nesmí být aplikace Prusa přepnutá do tmavého režimu!
Po několika dalších sekundách uslyšíte zprávu, zda bylo spojení úspěšné. Pak už můžete kameru Buddy3D začít používat.
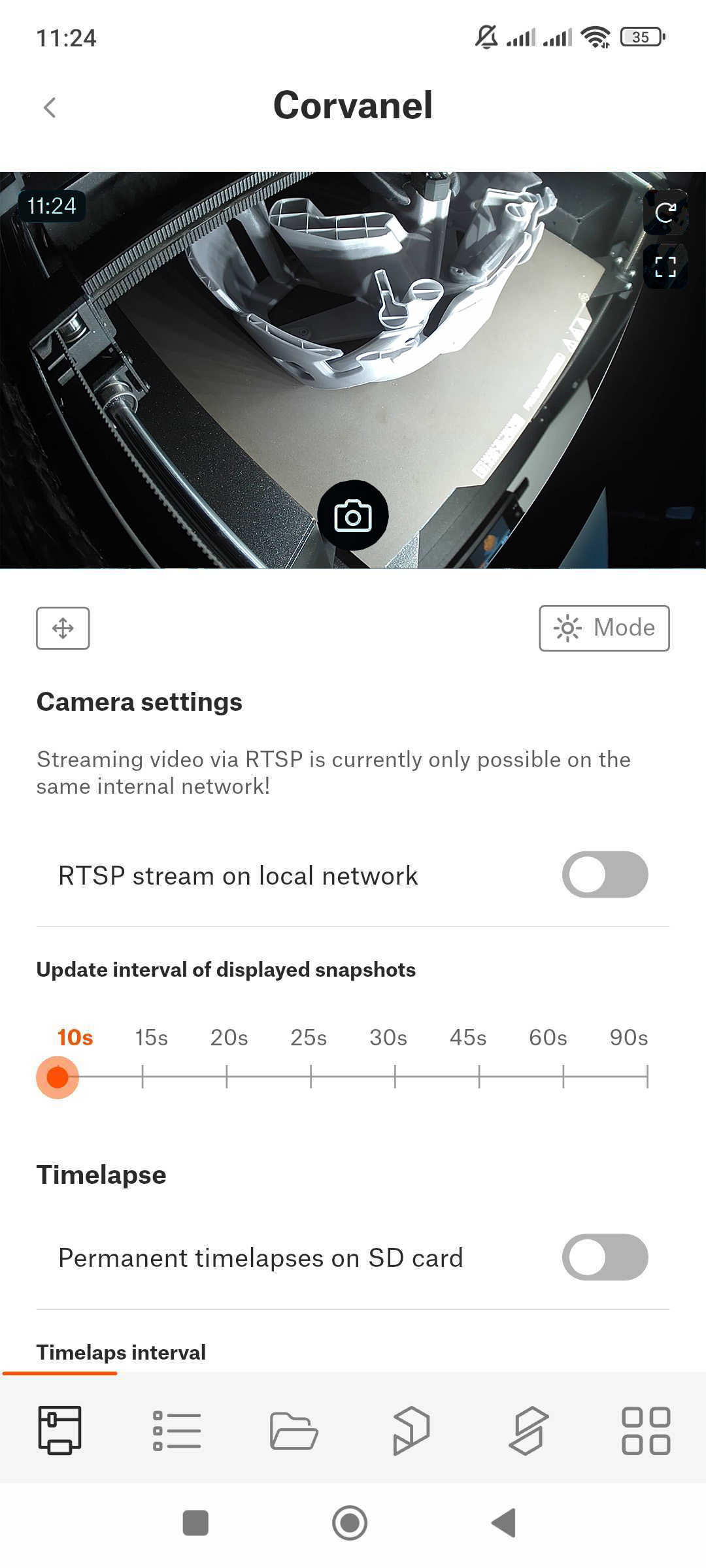
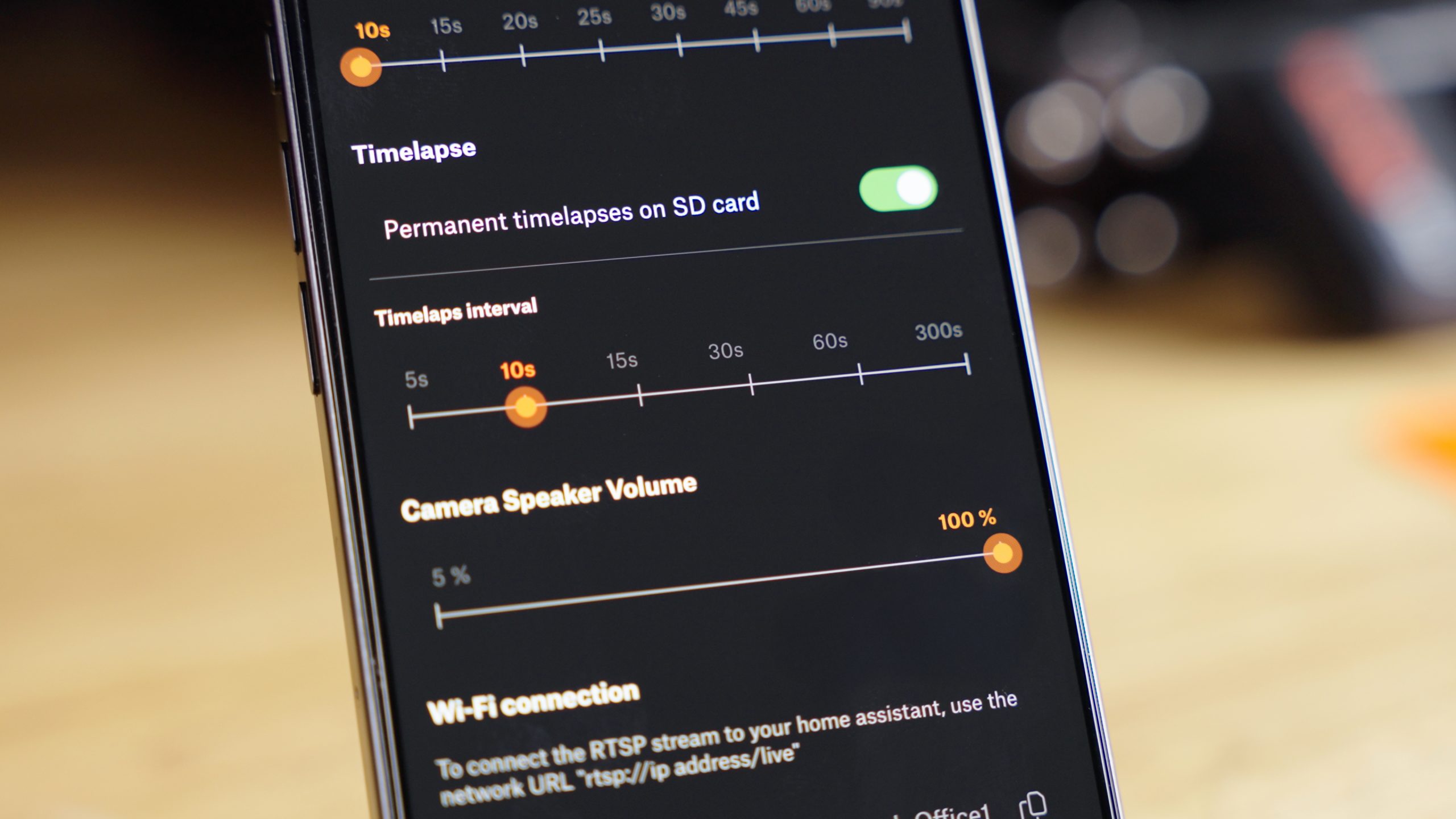
Abyste časosběrné video mohli vytvořit, musíte do kamery vložit kartu MicroSD (není součástí balení).
Interval: Zde můžete zvolit, jak často bude kamera vytvářet snímek pro časosběrné video - od 5 do 300 sekund.
Manual ovládání: Nahrávání časosběrného videa musí být manuálně zapnuto či vypnuto v aplikaci Prusa.
Úložiště: Obrázky se ukládají na kartu MicroSD ve složkách pojmenovaných podle aktuální tiskové operace. Pokud žádný tisk neběží, obrázky se ukládají do hlavního adresáře.
Přehrání: Abyste se mohli na video podívat, musíte kartu MicroSD přenést do počítače. Na to se podrobněji podívámee po prvním tisku.
První tisk
3.1 Výběr modelu z přiloženého USB disku
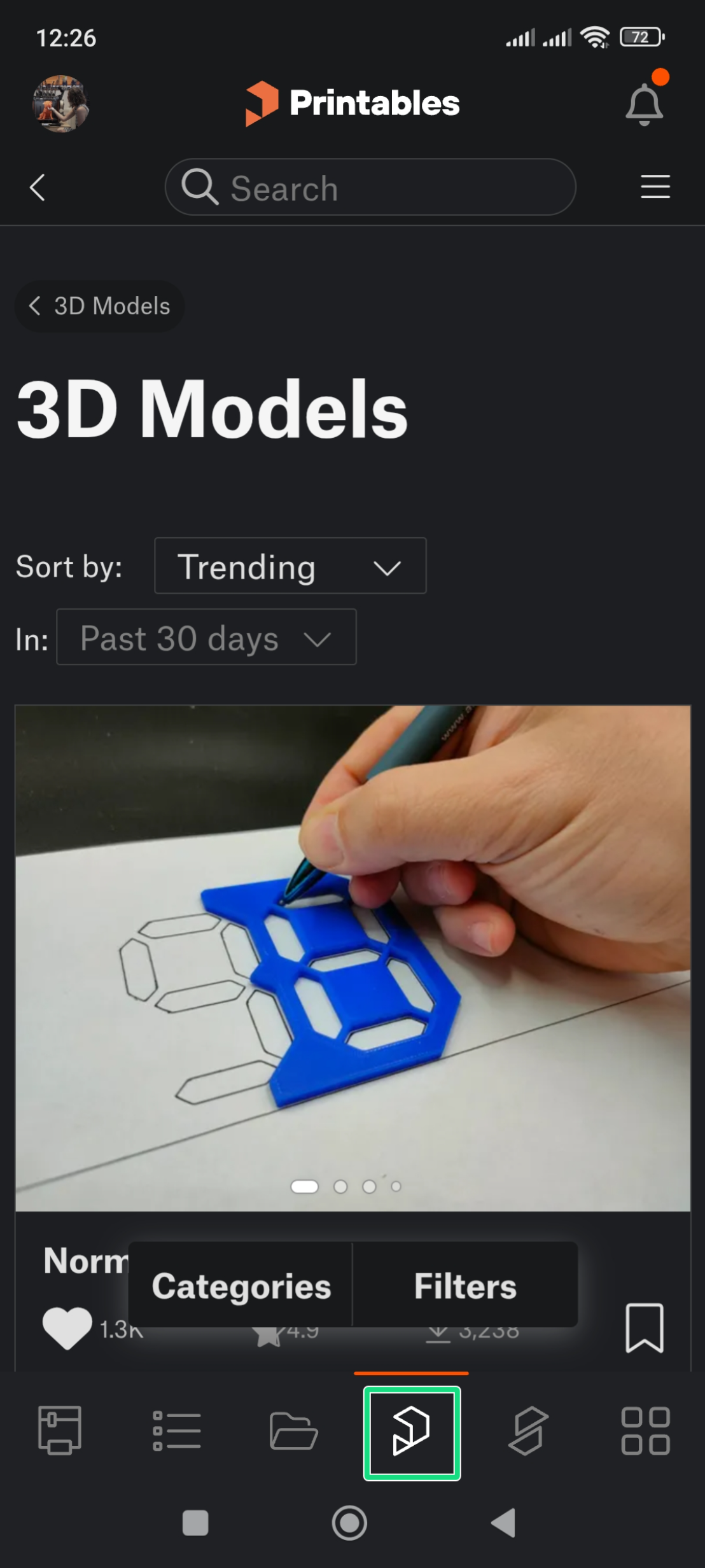
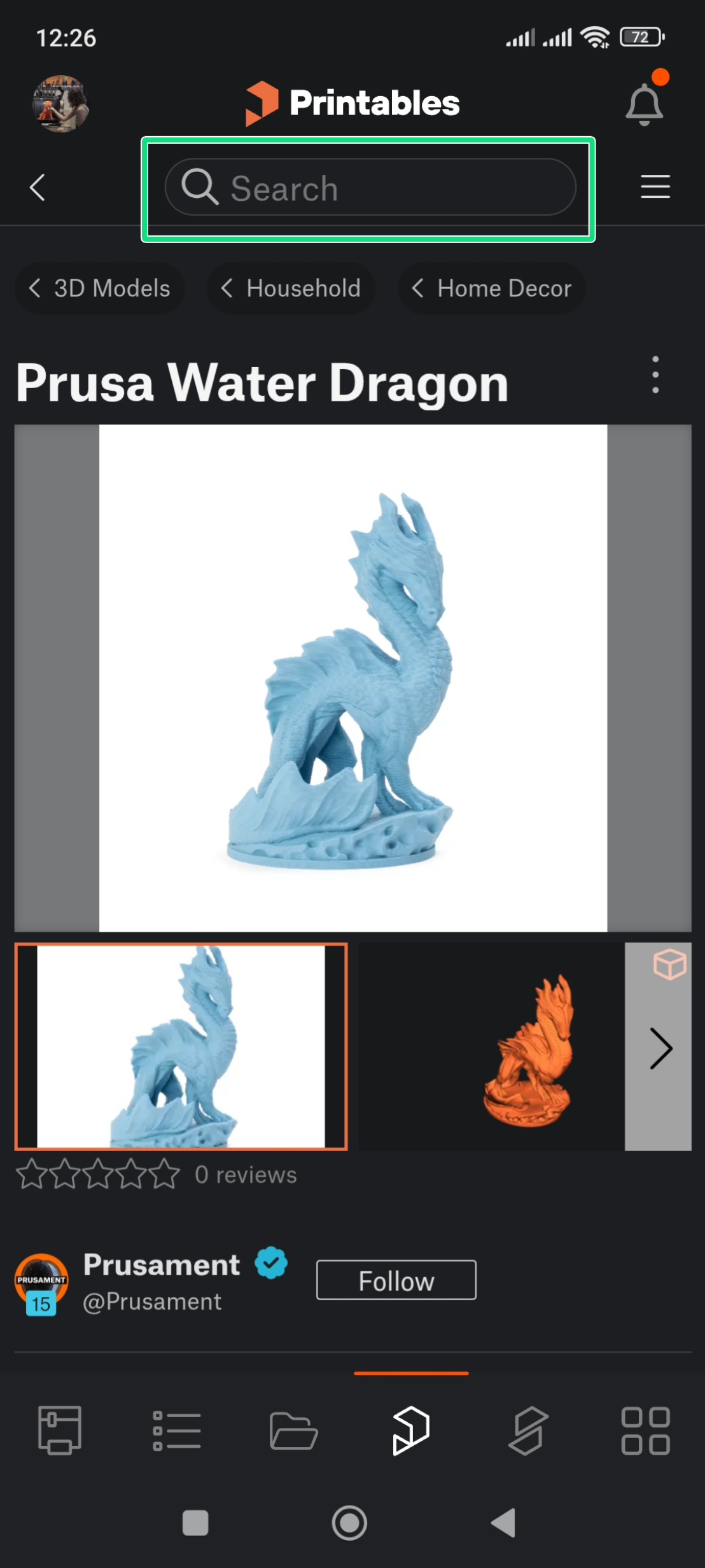
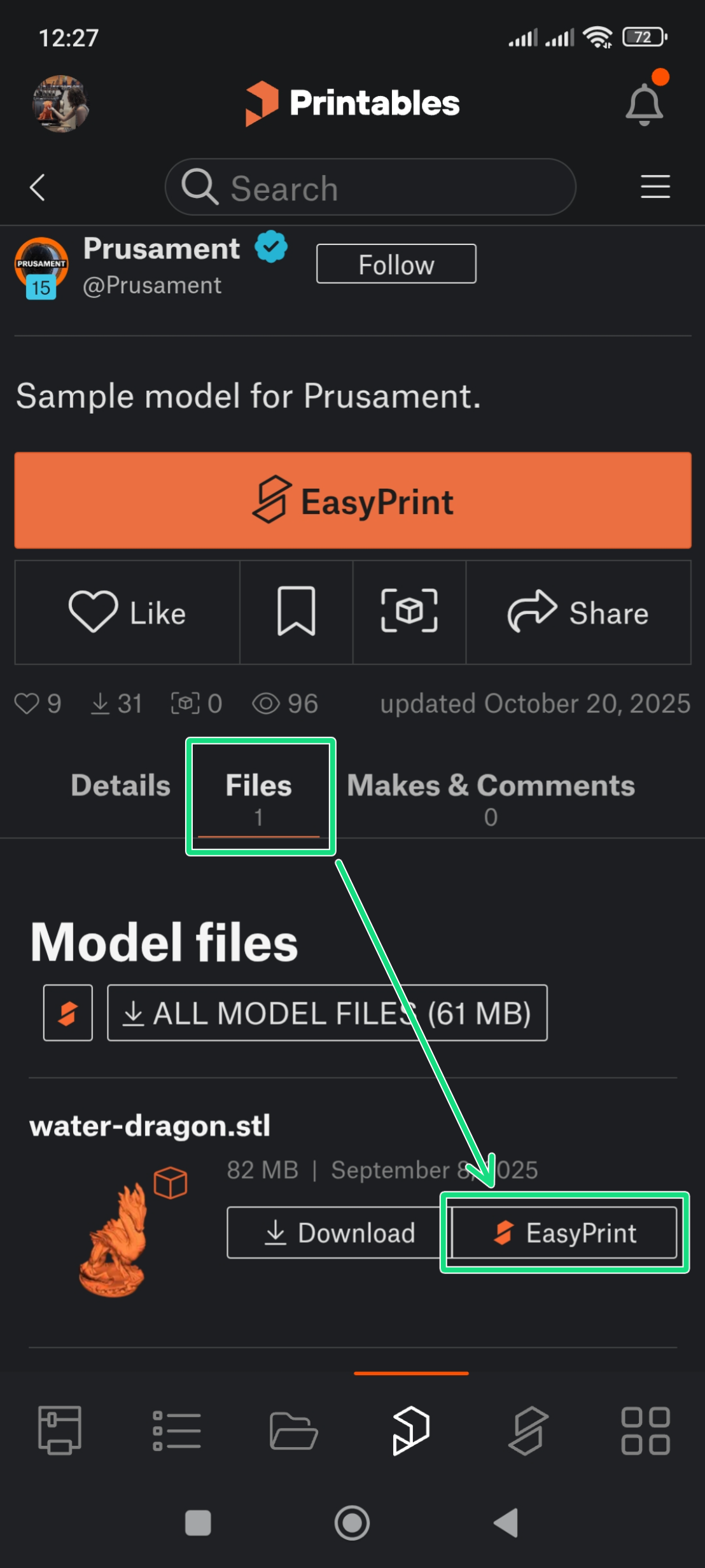
V této kapitole vám ukážeme alternativní způsob získávání tiskových souborů, kdybyste náhodou neměli USB disk s testovacími modely po ruce nebo kdybyste zkrátka chtěli vyzkoušet něco nového.😉
V kapitole 2.2 jsme si popsali, jak připojit vaší tiskárnu k Wi-Fi za pomoci aplikace Prusa.
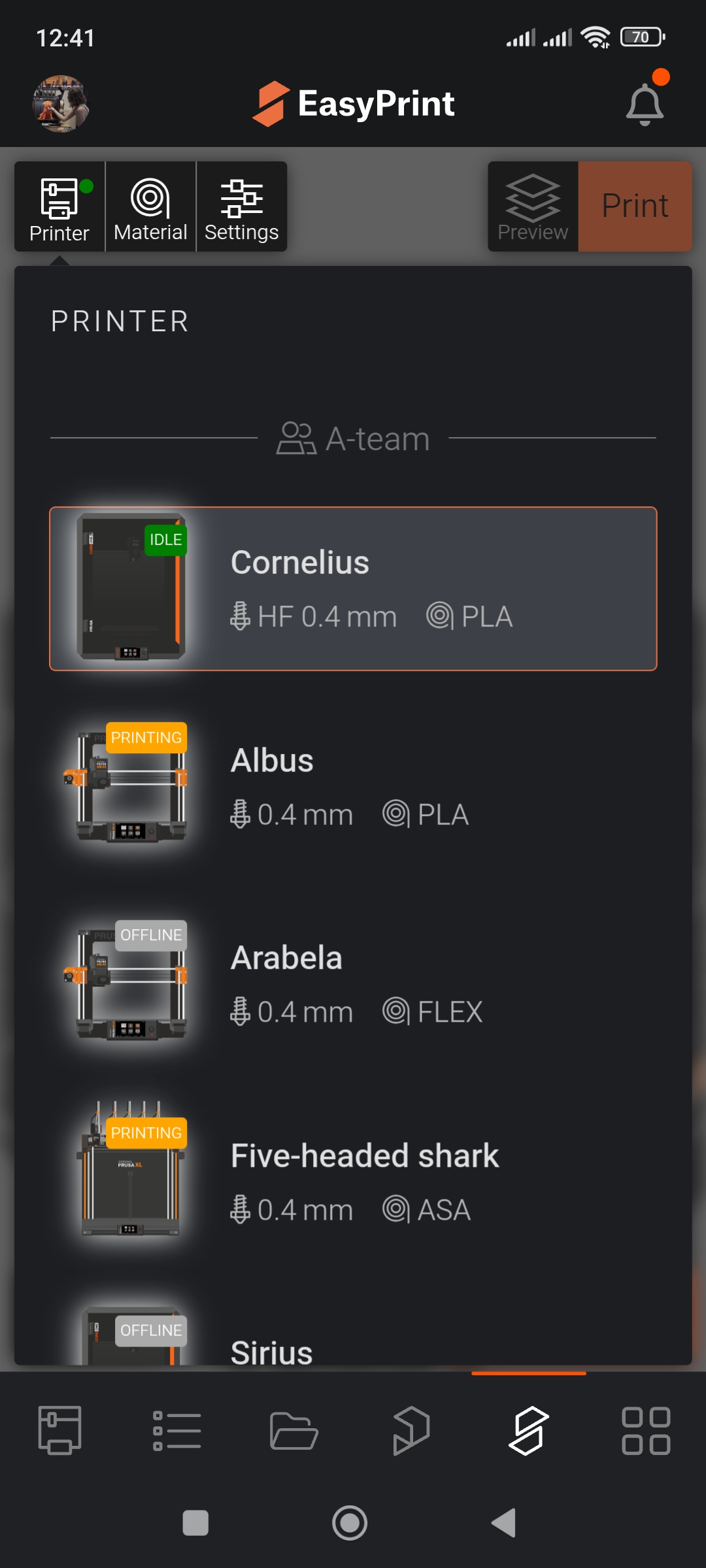
Nyní tuto aplikaci použijete k vyhledávání našeho modelu v databázi Printables.com a příprave tiskových souborů za použití utility EasyPrint.
Později probereme Printables.com i EasyPrint detailněji, na tomto místě pro vás budeme mít jen ten nejrychlejší a nejsnazší způsob, jak spustit tisk přímo z vašeho mobilního telefonu, aniž byste cokoliv nastavovali.
Mějte ale na paměti, že i když budete používat mobilní aplikaci, i tak musíte mít vždy USB disk zapojený do tiskárny. Může být klidně prázdný, ale právě na něj se automaticky stáhne tiskový soubor přes mobilní aplikaci.
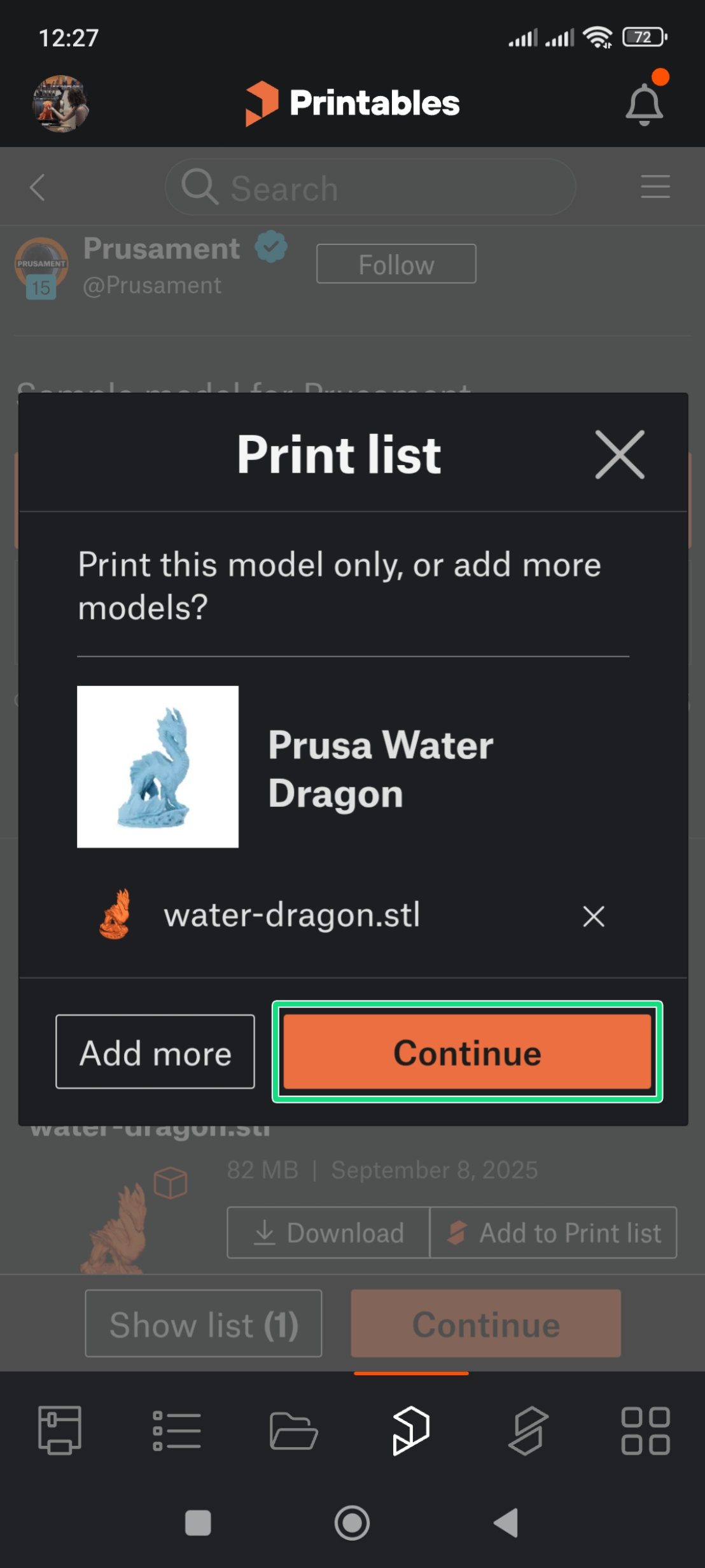
Celé by to mělo dohromady zabrat jen několik minut. Tak pojďme na to!
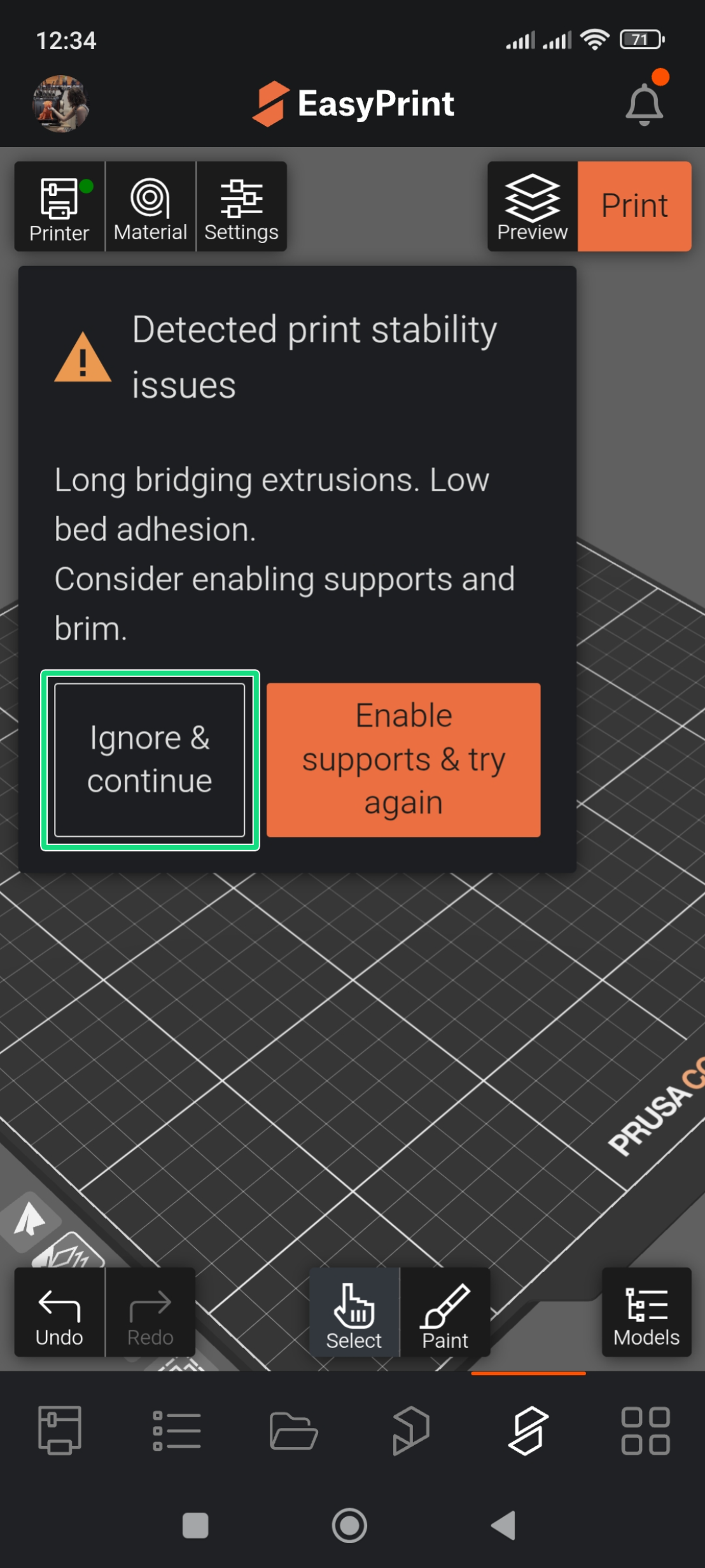
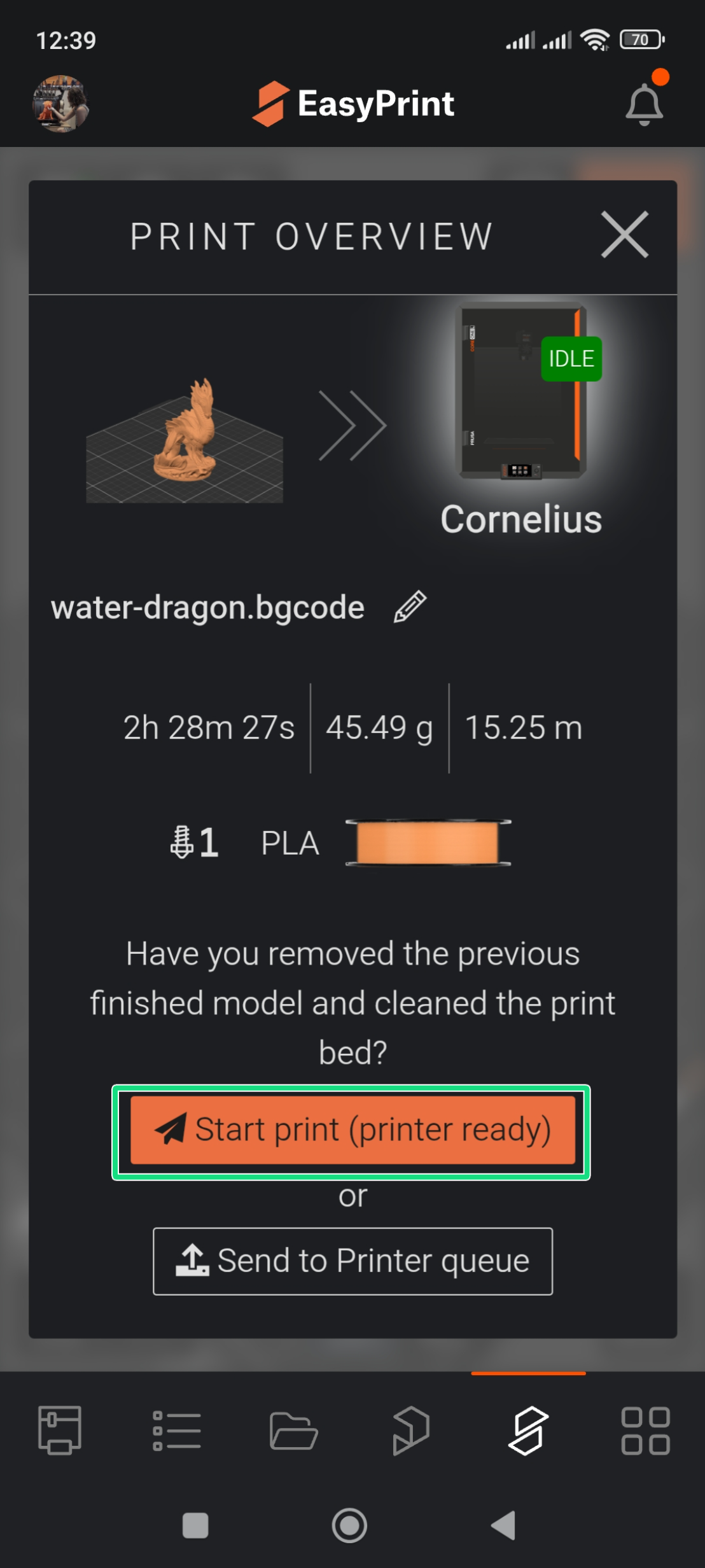
Hotovo! Zbylá část celé operace už proběhne automaticky, jak uvidíte v dalších kapitolách.
První tisk
3.2 Alternativa: Získání tiskových souborů
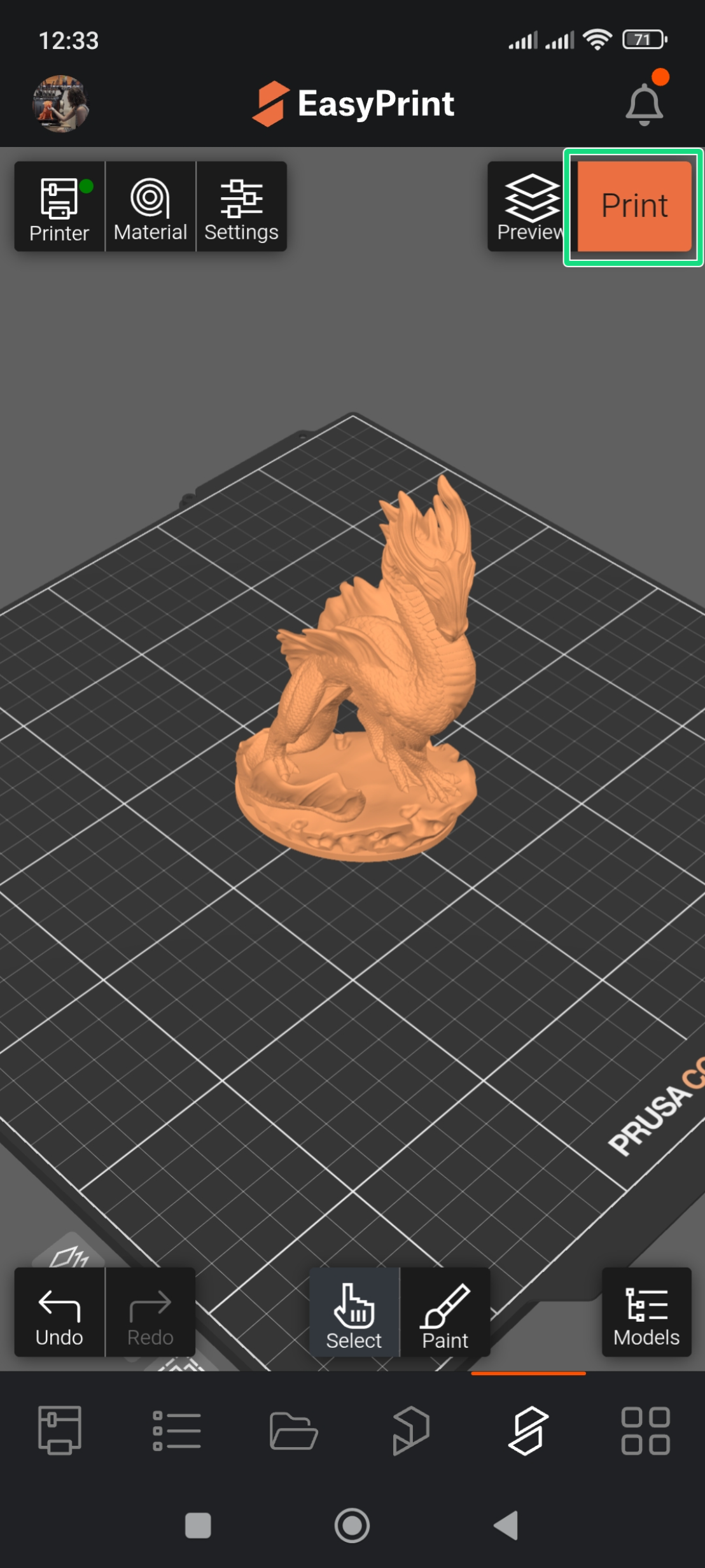
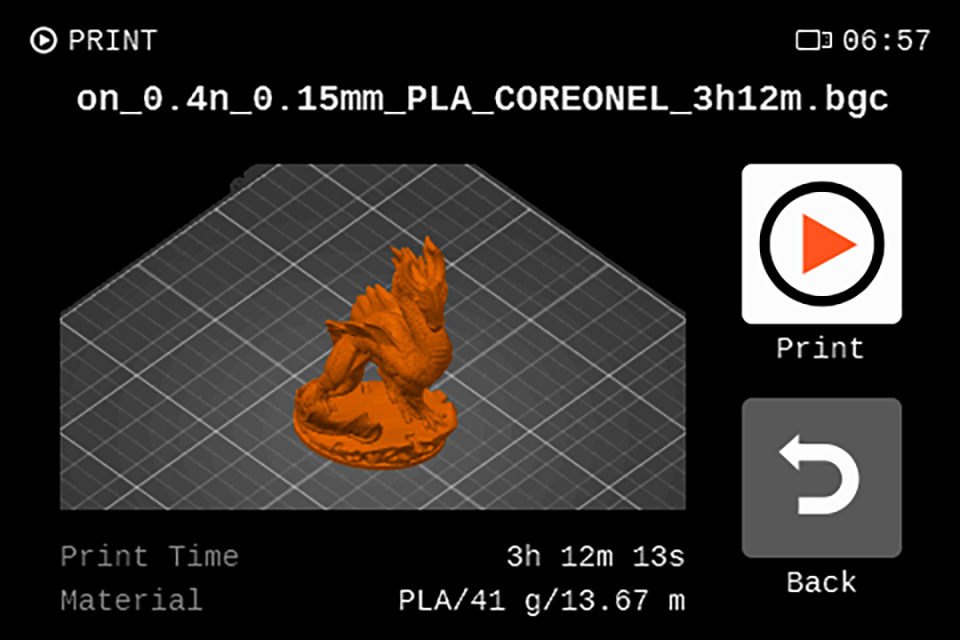
Uvidíte malý náhled modelu a odhad doby tisku. Jakmile proces potvrdíte stisknutím tlačítka Tisk, tryska i tisková podložka se začnou zahřívat
Od tohoto bodu jsou oba způsoby stejné, ať už tisknete z USB nebo používáte EasyPrint.
Odteď už není potřeba žádný zásah uživatele - zbytek kapitoly popisuje jen automatické procedury, které tiskárna vykonává sama.
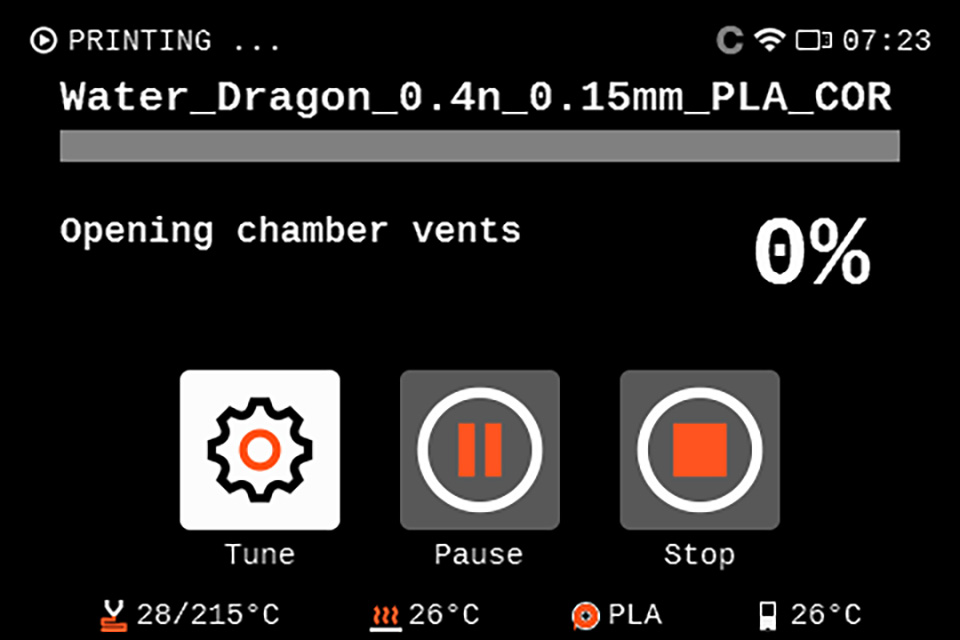
Nejdříve tiskárna pohne Nextruderem kolem ventilační mřížky a otevře ji za pomoci speciální páčky. Pokud už je mřížka otevřená, tiskárna stále provede popisovaný pohyb, ale nic se už nestane.
Tiskárna kontroluje ventilační mřížku před každým tiskem. V návaznosti na zavedený materiál se rozhodne, zda zůstane mřížka otevřená (PLA, PETG) nebo zavřená (ASA, PC).
ryska se zatím nenahřeje naplno na tiskovou teplotu materiálu PLA (230 °C), ale pouze na 170°C - to pomůže rozpustit případné částečky filamentu přilepené na trysku. Předtím, než se začne tryska sama čistit, Nextruder projde procesem zvaným homing pro kalibraci své pozice v osách X a Y.
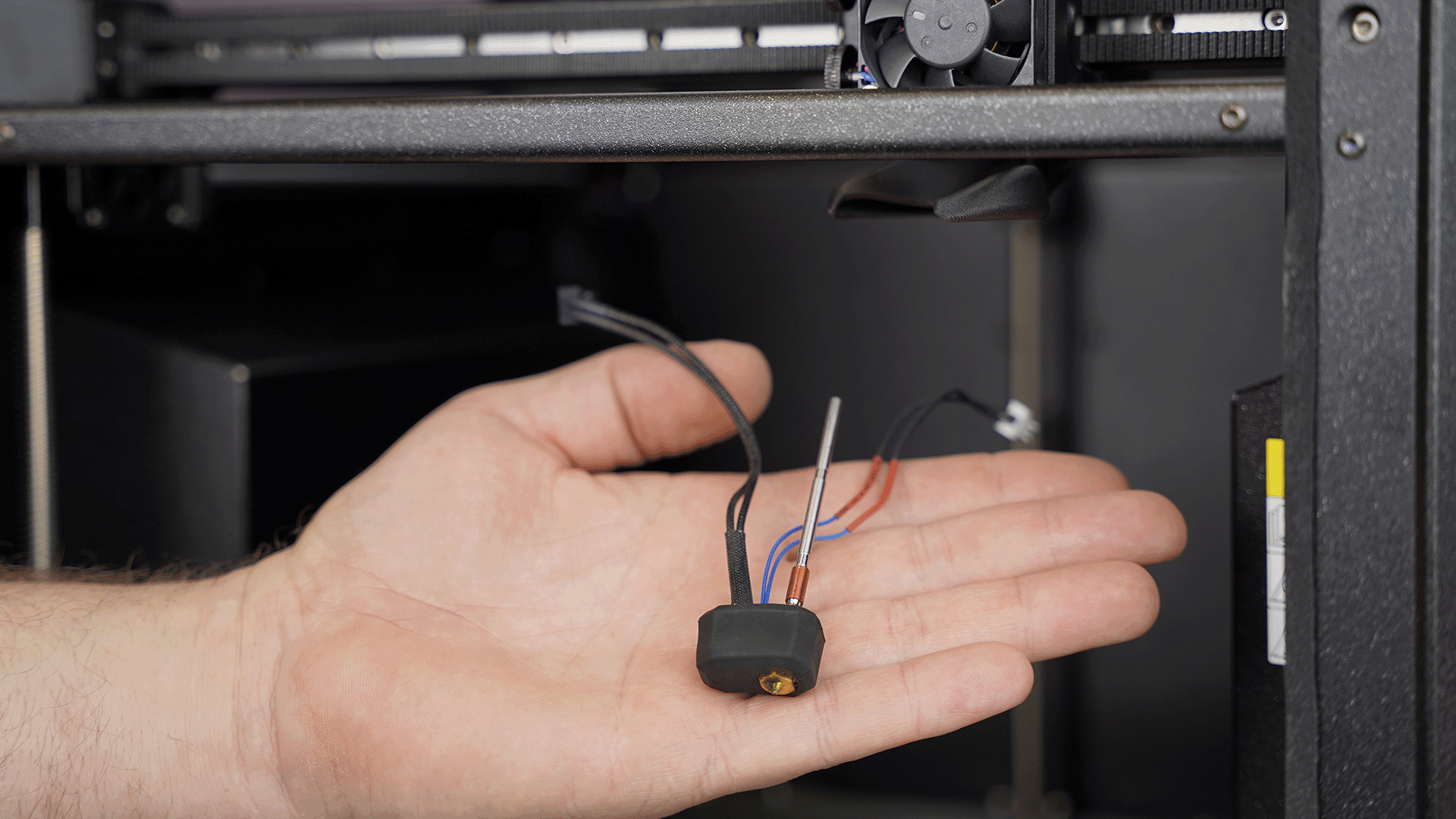
Nyní přijde ke slovu senzor nazvaný loadcell (je zodpovědný za nastavení správné vzdálenosti mezi tryskou a tiskovým plátem). Senzor neuvidíte, protože je vnitřní součástí heatsinku (kovové části skryté za ventilátorem).
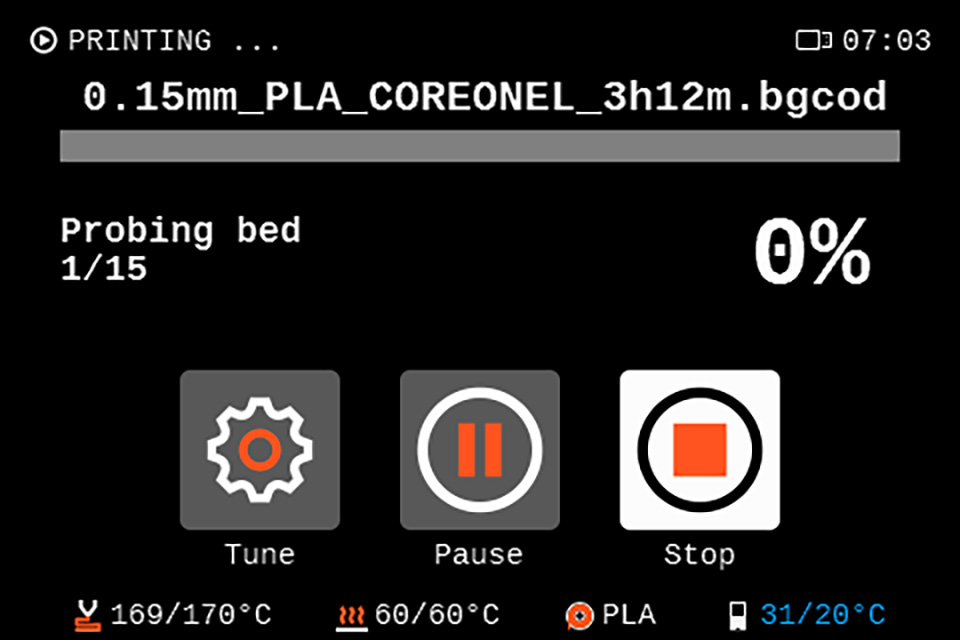
Loadcell nyní změří vzdálenost (výšku) 15 bodů na tiskovém plátu. Navíc změří také body na přední hraně, kde se objeví čistící linka (purge line).
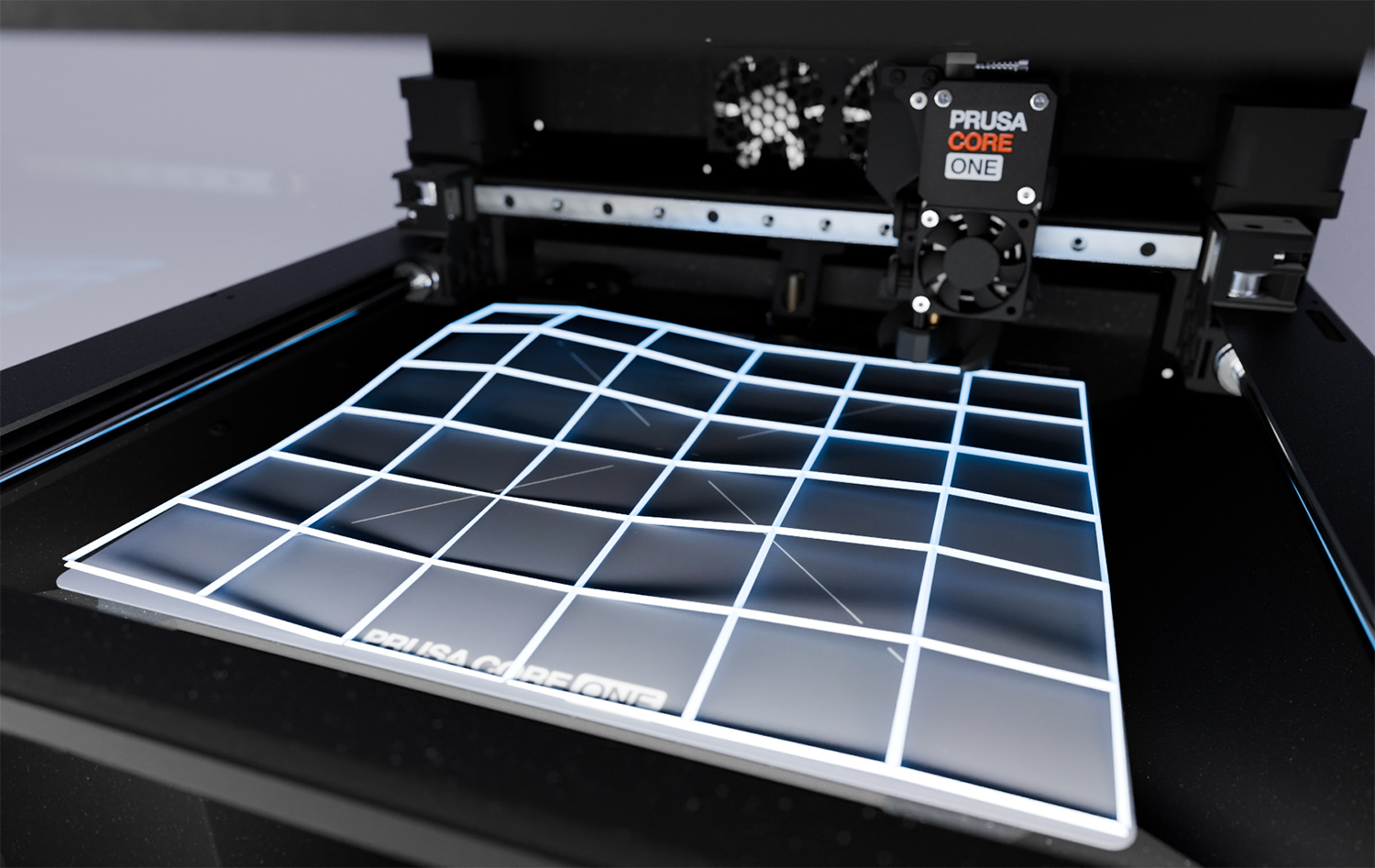
Ani na perfektně sestavené tiskárně nebude tisková podložka 100% rovná a nezkroucená. Díky tomuto měřícímu procesu (kterému se říká mesh bed leveling) si tiskárna zapamatuje všechny drobné nerovnosti a nastaví potřebné kompenzace. Zde můžete vidět vizualizaci mesh bed levelingu - modrá mřížka ukazuje (pochopitelně přehnaně) nerovnosti tiskové podložky.
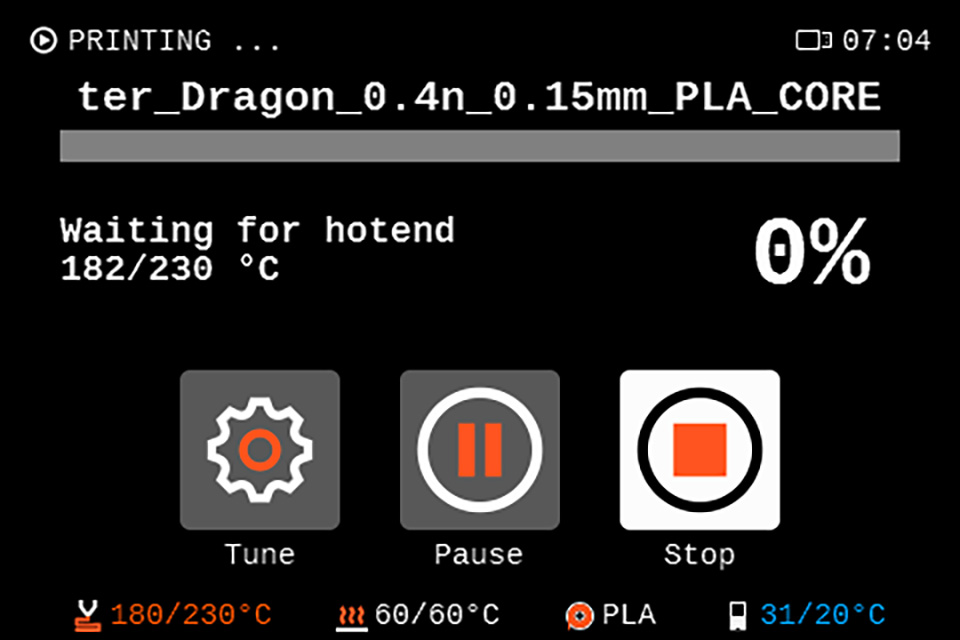
Nyní se tryska znovu nahřeje, tentokrát už na plnou tiskovou teplotu, tedy 230 °C.
Toto je moment, ve kterém byste měli spustit záznam časosběrného videa pomocí kamery Buddy3D, pokud jste tak už neučinili.
Během procesu nahřívání bude z trysky vytékat filament - to je však normální.
Jak už víte z předchozí lekce, celý proces kalibrace první vrstvy je na tiskárně CORE One L plně automatický, takže si s ničím nemusíte dělat starosti. Stejně vám ale ukážeme, jak kalibraci případně doladit (pro ty vzácné případy, kdy by to mohlo být potřeba). Zatímco tiskárna tiskne první vrstvu, stiskněte a podržte na pár sekund ovladací tlačítko. Objeví se toto menu. Nyní můžete otáčením tlačítka upravit výšku první vrstvy. Nezapomeňte, že citlivost je v mikronech (tisícinách milimetru), čili aby mělo ladění nějaký viditelný efekt, je potřeba natočit alespoň několik stovek.
Tuto informaci zde nyní uvádíme spíše pro zajímavost, s tím, že se vám může hodit někdy později. Silně doporučujeme si s první vrstvou zatím nehrát, pokud si opravdu nejste jistí tím co děláte.😉
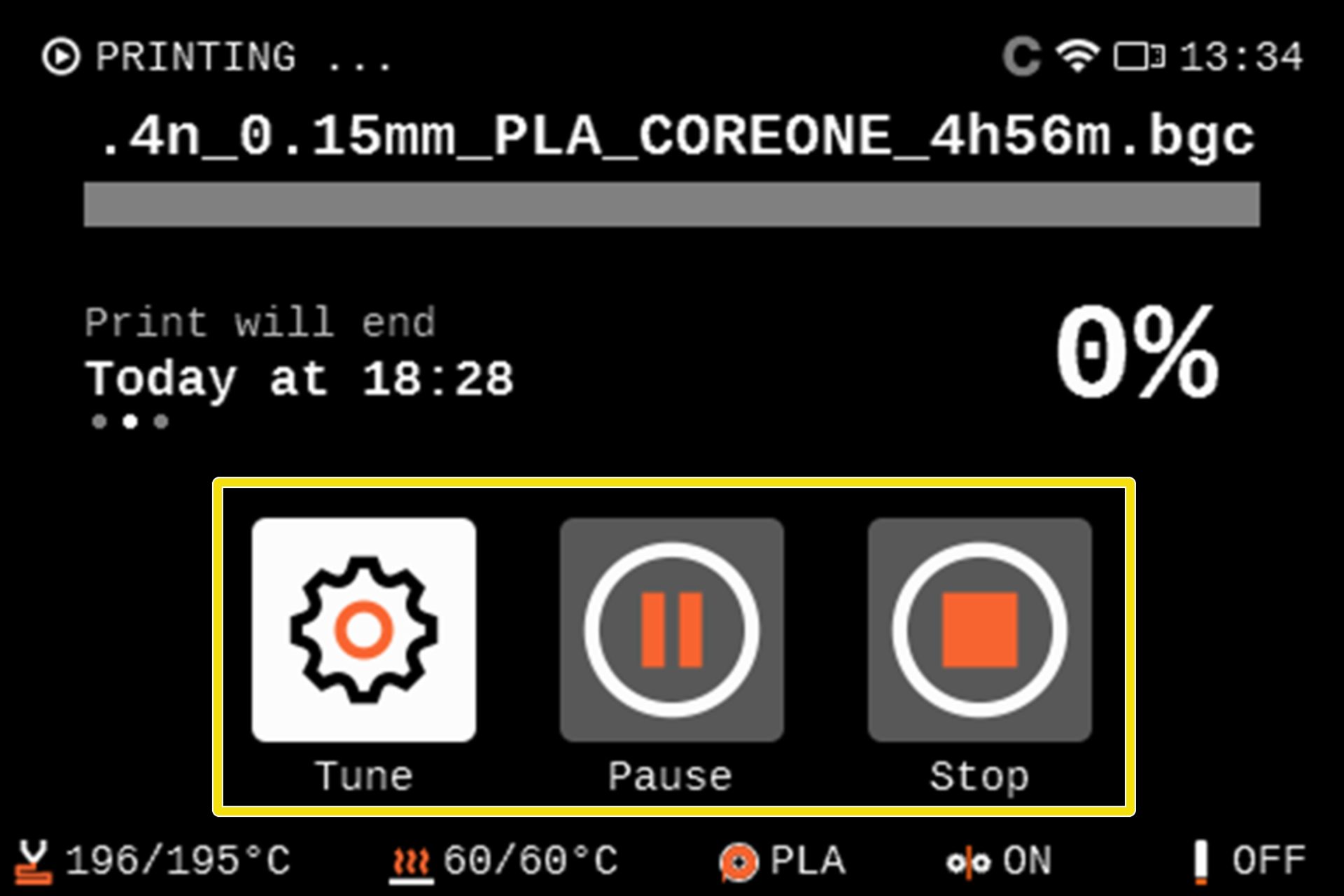
Na závěr si vysvětlíme tři hlavní tlačítka, která na LCD displeji uvidíte po celou dobu tisku: Ladit (Tune), Pauza (Pause) a Stop. (Pokud místo toho vidíte 3D náhled tištěného objektu, stačí stisknout hlavní tlačítko, abyste se dostali na obrazovku s těmito volbami.)
Začněme zprava:
Stop - zastaví a zruší celý tisk. Tisk můžete chtít zastavit, pokud si všimnete nějaké uživatelské chyby (například nesprávné barvy filamentu) nebo problému při tisku (například odlepení objektu od tiskové podložky). Toto je správný způsob, jak zrušit tisk – tiskárna bezpečně ukončí proces, osy se posunou, aby umožnily přístup k podložce, a všechny vyhřívané prvky se začnou ochlazovat.
Pauza (Pause) - tiskový proces se dočasně pozastaví. Osy se posunou, aby umožnily přístup k podložce, takže můžete například zkontrolovat stav modelů, které jinak nejsou vidět pod tiskovou hlavou. Tiskárna bude čekat tak dlouho, dokud tisk znovu nespustíte. Vyhřívaná podložka zůstane horká, aby se objekt neodlepil. Tryska se však ochladí, takže obnovení tisku bude chvíli trvat, než opět dosáhne tiskové teploty.
Ladit (Tune) - umožňuje upravit různá nastavení tiskárny, která ovlivňují proces tisku, například celkovou rychlost tisku nebo teplotu. Tato nastavení obvykle nebudete potřebovat.
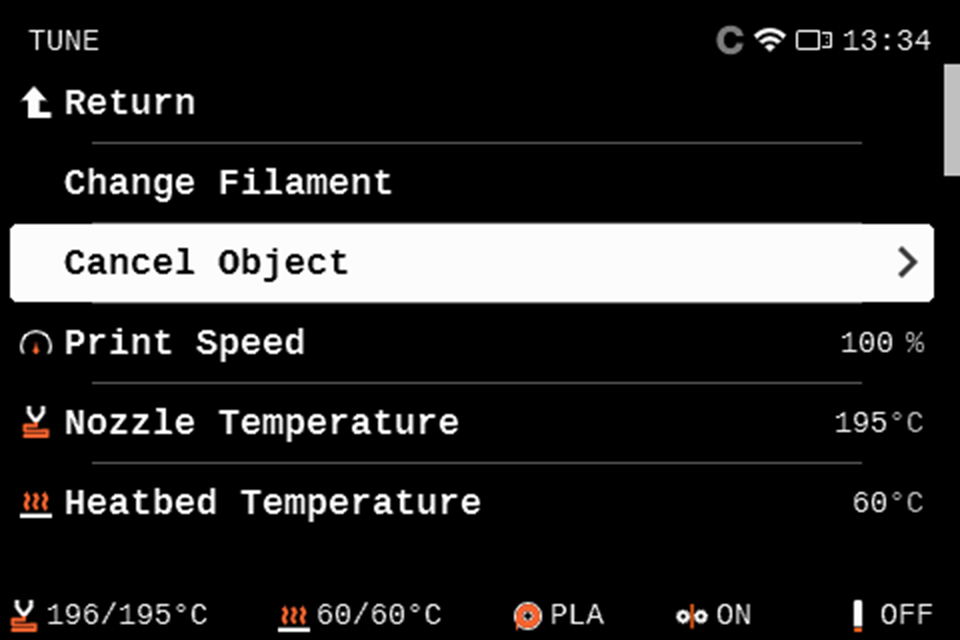
Jedna z voleb menu Ladit (Tune) stojí za zmínku: Zrušit tisk objektu (Cancel object). Tato funkce je dostupná také v Prusa Connectu(více si povíme ve vlastní kapitole). Hodí se pouze při tisku více objektů najednou. Pokud si všimnete, že se jeden z objektů tiskne nesprávně, ale ostatní jsou v pořádku, můžete selektivně zrušit ten jeden problematický a zachránit tak zbytek tisku.
V menu jsou zobrazeny názvy jednotlivých objektů, které můžete zrušit. Pokud výběr není jasný (například proto, že všechny jsou jen kopie jednoho modelu a sdílejí stejný název), můžete počkat, až se tryska pokusí tisknout vadný objekt, a kliknout na Zrušit aktuální objekt (Cancel current).
První tisk
3.4 Mechanismy tiskárny v akci
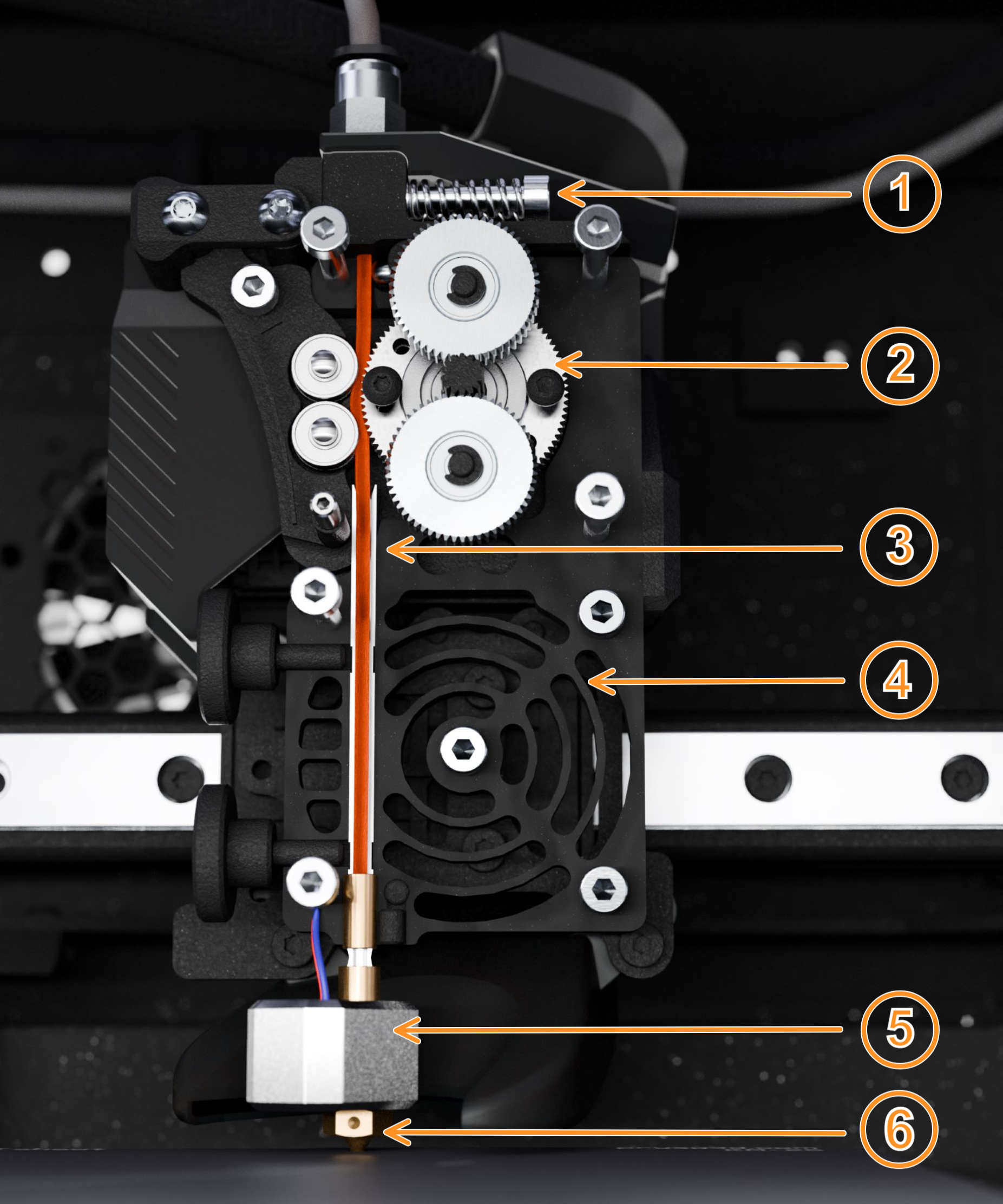
Zde vidíte průřez celým Nextruderem. 1 Dvojice šroubů s pružinami (součást takzvaného idleru) zajišťuje správný přítlak podávacího kolečka na vlákno filamentu. 2Podávací kolečko tlačí filament dovnitř a ven z Nextruderu. 3Kovová trubička vede filament do 5topného tělesa, kde se vlákno taví a pak se vytlačuje skrz 6 trysku. Přebytečné teplo vstřebává kovový 4chladič neboli heatsink, který zároveň tvoří část těla Nextruderu.Všechny pohyby tiskárny řídí krokové motory (stepper motors). Jsou extrémně precizní, v řádu mikronů (tisícin milimetru). Na Nextruderu se nachází speciální tenká verze tohoto motoru, schovaná za planetovou převodovkou (to jsou ta ozubená kolečka v čtvercovém mosazném rámu).
Celý systém pohybu použitý na tiskárně CORE One L se nazývá CoreXY. To znamená, že tisková podložka se pohybuje nahoru a dolů, zatímco extruder se pohybuje jak zleva doprava, tak zepředu dozadu. Stejný systém se používá například na naší tiskárně Prusa XL a samozřejmě také CORE One. Naopak naše tiskárny i3 (tj. aktuálně model Prusa MK4S) a Prusa MINI používají kartézský systém, kde se tisková podložka pohybuje dopředu a dozadu, zatímco extruder se pohybuje jak nahoru a dolů, tak zleva doprava. Oba systémy mají své výhody a nevýhody: CoreXY může být o něco rychlejší (díky omezenému pohybu tiskové podložky) a je vhodnější pro větší tisky, zatímco kartézský systém je kompaktnější a snazší na opravu.
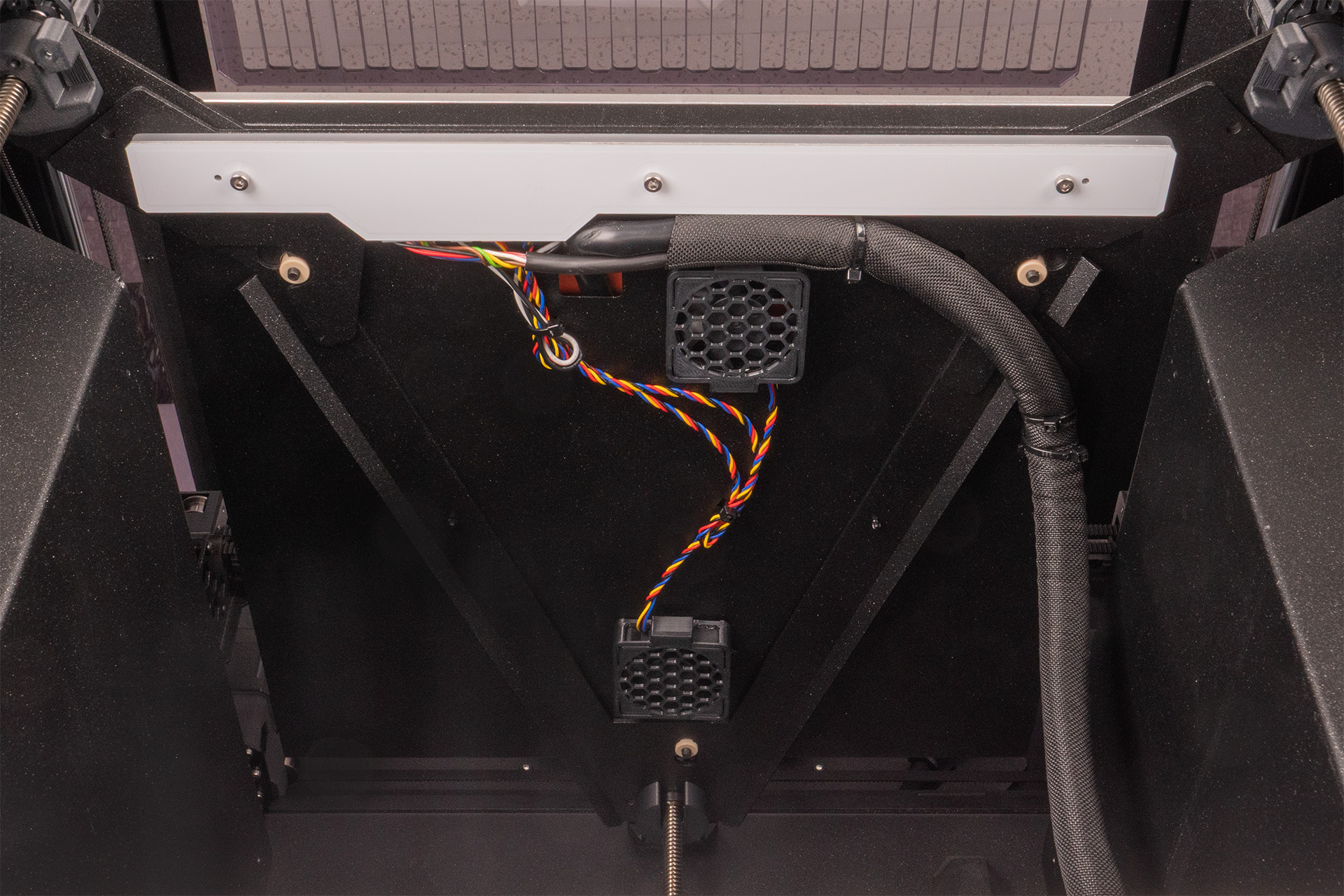
Nejen tryska, ale i tisková podložka je během celého procesu tisku vyhřívaná. To zlepšuje přilnavost tisku a snižuje kroucení. Vyhřívaná podložka se rovněž stará o výhřev celé tiskové komory.
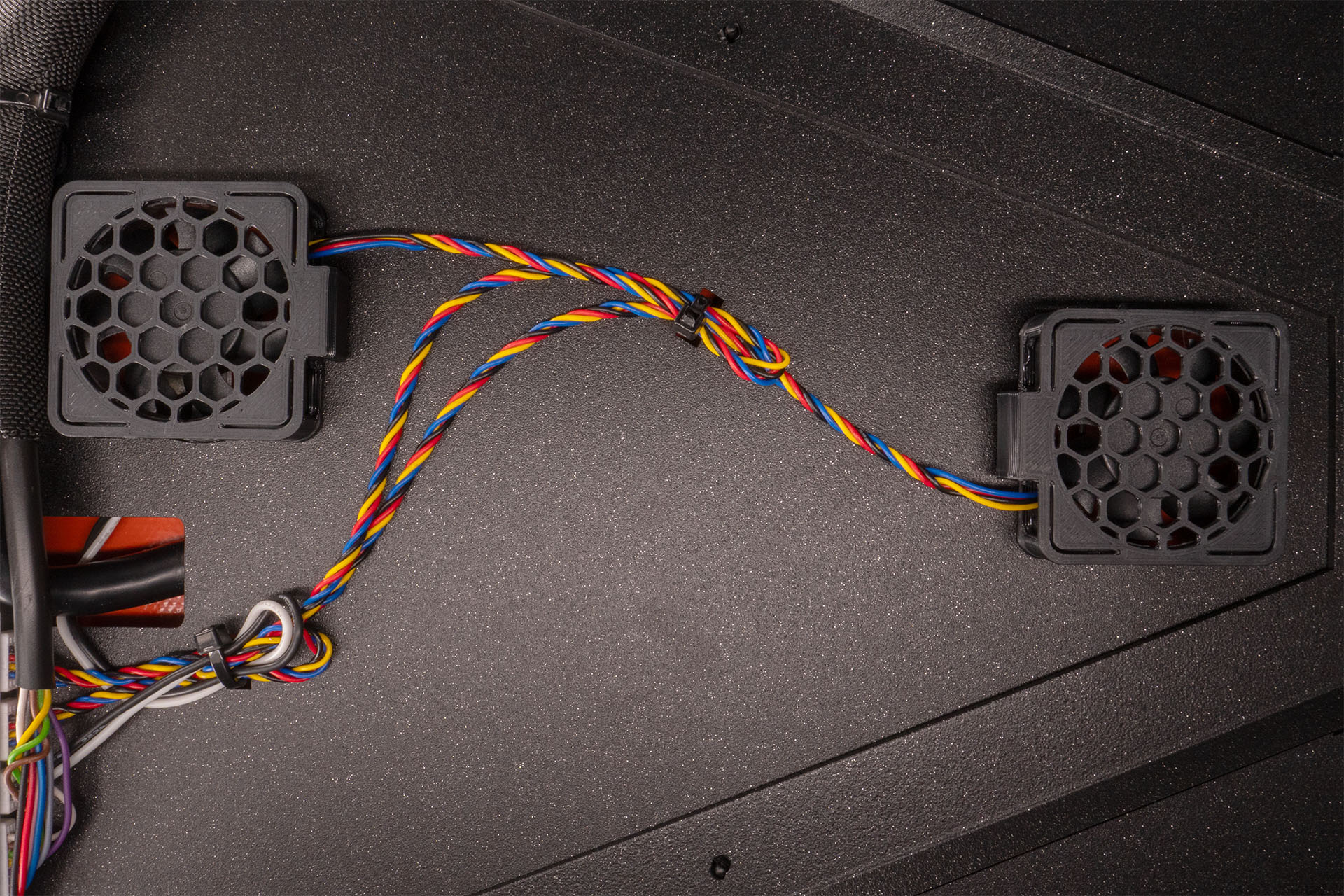
Dvojice ventilátorů spolu se dvěma směrovači proudu vzduchu na stranách vytváří tzv. konvekční efekt. Teplo je rovnoměrně rozváděno po tiskové komoře.
CORE One L využívá 110V nebo 230V vyhřívanou podložku (v závislosti na zemi, ve které se nacházíte, si tiskárna sama automaticky změří napětí sítě a upraví elektrické obvody) se stabilní distribucí tepla od kraje ke kraji. Je vytvořena z hliníku, který se vyznačuje skvělou tepelnou vodivostí.
Vynikající tepelná vodivost hliníkové vyhřívané podložky je skvělá pro tisk, ale zároveň to znamená, že i letmý dotyk bude velmi horký a hrozí popálení. Vždy tedy nechte vyhřívanou podložku vychladnout, než s ní budete manipulovat.👩🚒
Pokud máte nějaké zkušenosti se staršími modely našich tiskáren (např. MK3 a starší), pravděpodobně jste si všimli dvou hlavních rozdílů:
Zaprvé, současné tiskárny MK4S a CORE One (a také MINI, kde byla technologie dodatečně implementována) jsou mnohem rychlejší. Technologie zodpovědná za toto vylepšení se nazývá Input Shaper. Jedná se o softwarové/firmwarové řešení, které dokáže analyzovat pohyby během tisku a kompenzovat rezonanční vibrace. Kromě zvýšené rychlosti to také vede k lepší kvalitě povrchu hotových výtisků (se snížením tzv. „ringingu“ nebo „ghostingu“, tedy zvlnění povrchu, které je normálně způsobeno vibracemi).
The CORE One L má zabudovaný akcelerometr, takže Input Shaper je ještě lepší než na předchozích modelech.
Zadruhé, od modelu MK4 je hotend (tj. trubička na filament, topné těleso a tryska) v podstatě jedinou, celokovovou součástkou, místo poněkud neohrabané sestavy s odnímatelným chladičem, plastovou (PTFE) trubičkou atd.
To znamená, že výměna trysky je triviální úkol – ať už je opotřebovaná, ucpaná, nebo chcete přejít na jiný průměr trysky či využít tvrzenou trysku, která se ke CORE One L také dodává. K tomuto tématu se ještě jednou vrátíme v 6. kapitole.
Ve výchozím stavu je CORE One L vybavena novou, na míru vyrobenou tryskou s vysokým průtokem (tzv. high-flow nozzle). Ta taví materiál rychleji, což vede k o přibližně 45-114% vyššímu průtoku – proto může být tisk obecně rychlejší. Jde o to, že rychlost tisku není jen o rychlém pohybu extruderu. Materiál musí být správně roztaven, jinak by byly výsledné výtisky strukturálně slabé kvůli špatné přilnavosti mezi jednotlivými vrstvami tisku.
První tisk
3.5 Jak se formuje samotný výtisk
A teď se podíváme na to, jak vzniká samotný výtisk.
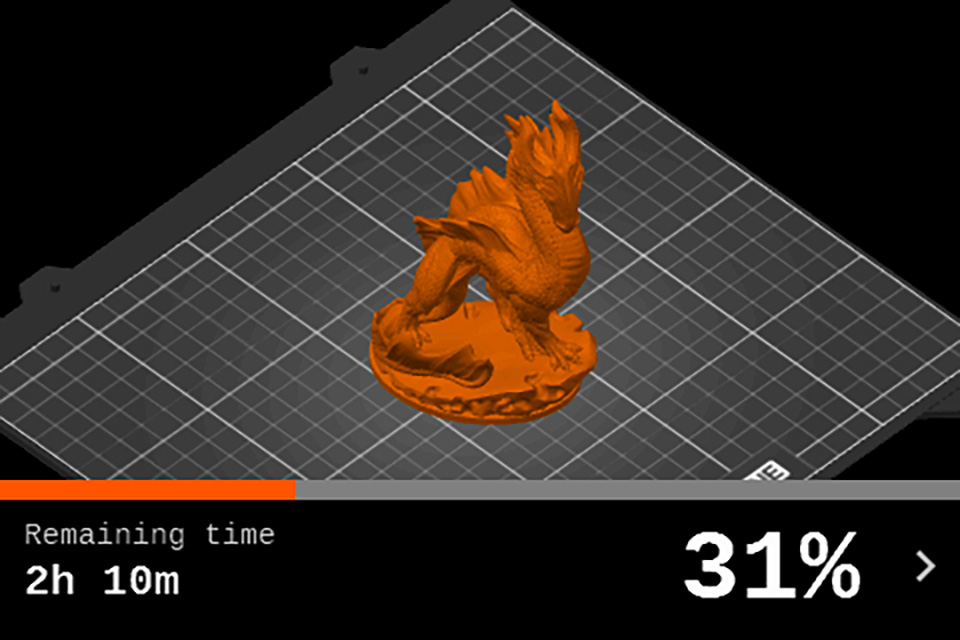
Na displeji vidíte, kolik procent se už vytisklo a kdy bude tisk dokončen.
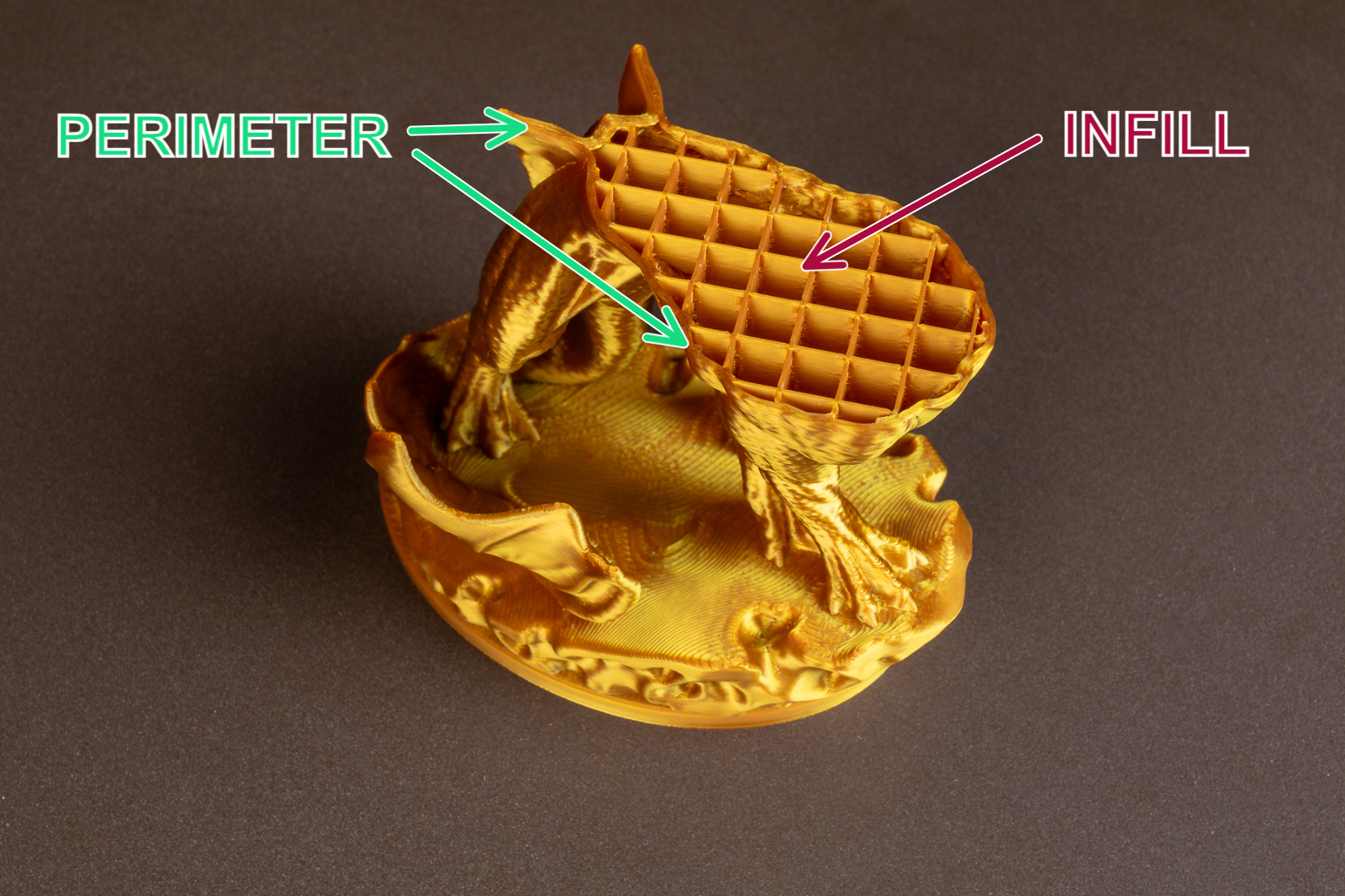
První, co na podložce uvidíte, bude čistící linka (purge line), kterou jsme si už ukázali v předchozí kapitole. Model samotný se začne tvořit nejprve jako několik vodorovných vrstev jeho spodní strany. Pak začne vznikat tělo modelu, které je obaleno vnější skořápkou, jejíž tloušťku určuje počet vrstev, tzv. perimetrů (tedy kolikrát tryska „oběhne“ obrys modelu). Obvyklý počet je 2-4. Jakmile tisk trochu pokročí, uvidíte, že výtisk není uvnitř plný, ale je v něm dutina vyplněná strukturou, která se jmenuje jednoduše výplň.
Výplň šetří čas i materiál, a přitom stále poskytuje dostatečné zpevnění vnitřní struktury. Může mít různé vzory a hustotu. Šachovnicová výplň, kterou vidíte na obrázku, se nazývá Mřížka (Grid). U tohoto modelu je její hustota 15% (tedy pouze 15% vnitřního prostoru je vyplněno materiálem). Více se o výplni dozvíte v pozdějších lekcích.
Pokud chcete zbývající čas nějak využít, můžete se zatím podívat do následující lekce, ve které probíráme, kde najdete 3D modely ke stažení.
Po dokončení tisku sice tiskárna zůstane zapnutá, ale vyhřívání se automaticky vypne, takže se o něj nemusíte starat.
V následující kapitole hotový výtisk odstraníme z podložky a podíváme se na něj trochu podrobněji.
Stahování 3D modelů z internetu
4.2 Náš výběr modelů z Printables
V této kapitole si projdeme další funkce, které Printables.com nabízí nad rámec databáze modelů. Projdeme si postupně celou nabídku horního menu.
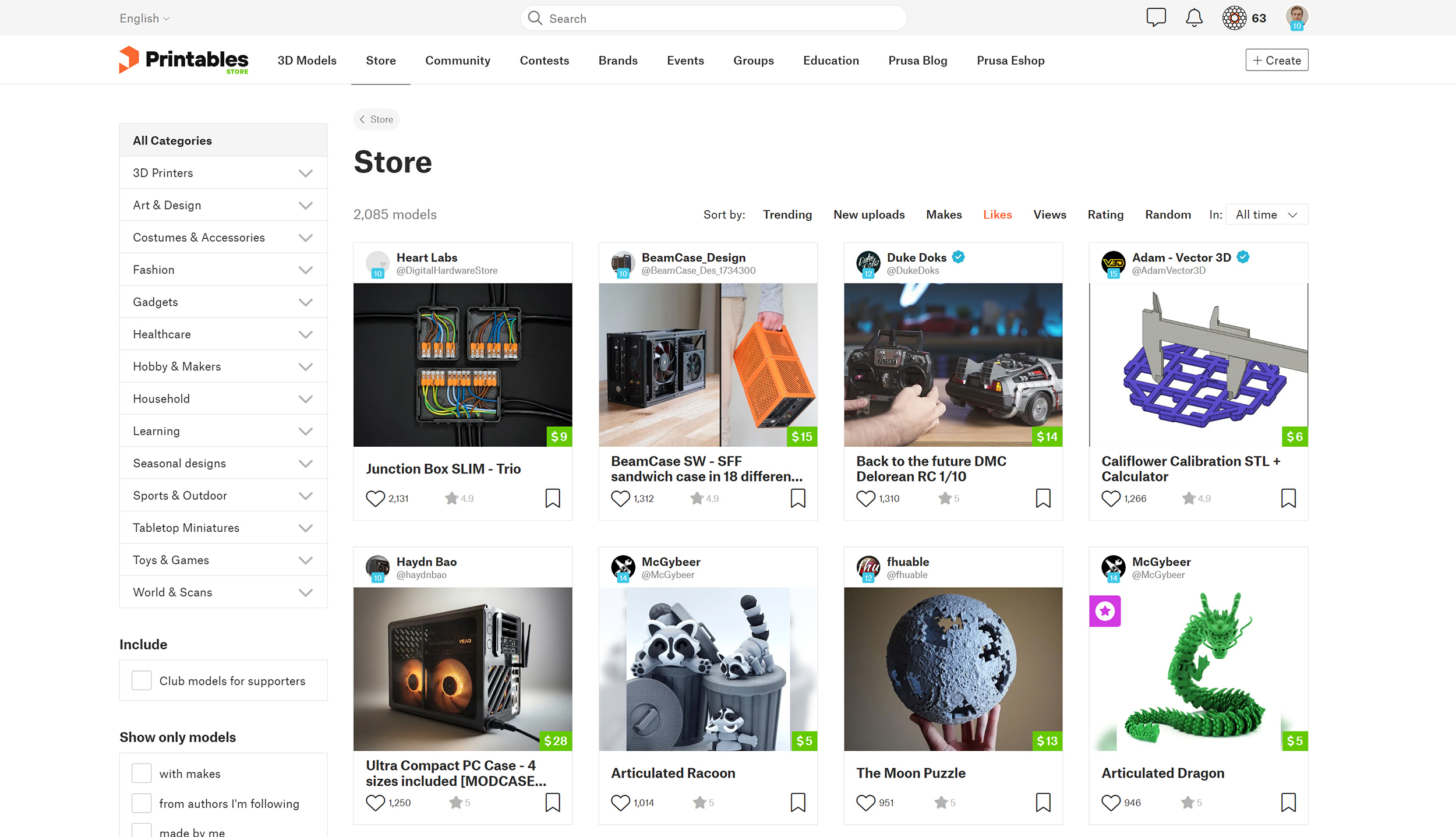
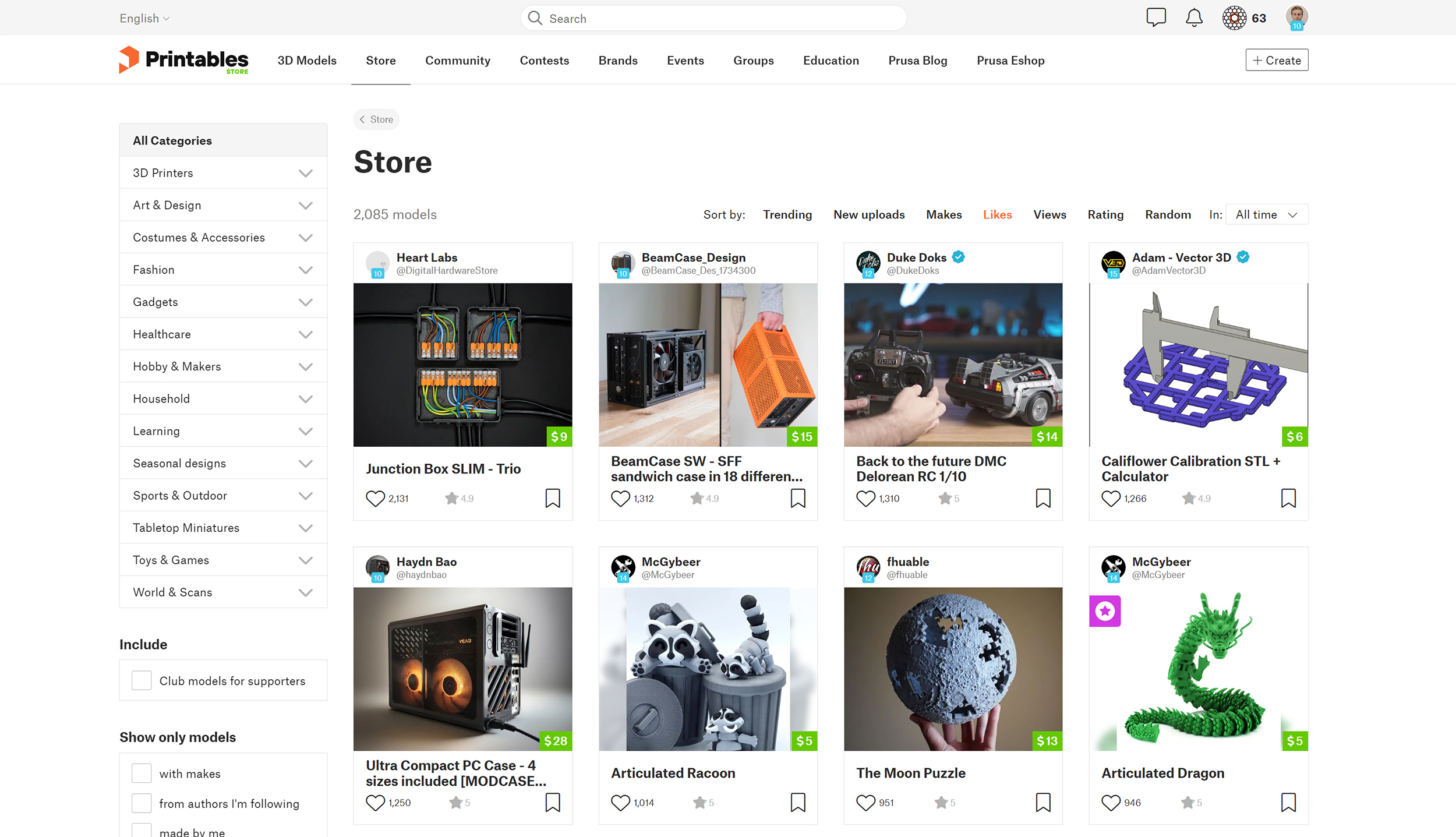
Obchod
Obchod nabízí sbírku prémiových modelů, které lze koupit za pár dolarů a přímo tak podpořit jejich tvůrce.
Kluby
Kluby jsou skvělým způsobem, jak přímo finančně a dlouhodobě podporovat tvůrce. S měsíčním předplatným do klubu získáte přístup k jeho prémiovým modelům a můžete přímo komunikovat s majitelem klubu a komunitou. Obvykle je k dispozici několik úrovní předplatného, které nabízejí exkluzivní výhody u dražších variant, jako je například plná komerční licence pro prodej tištěných modelů.
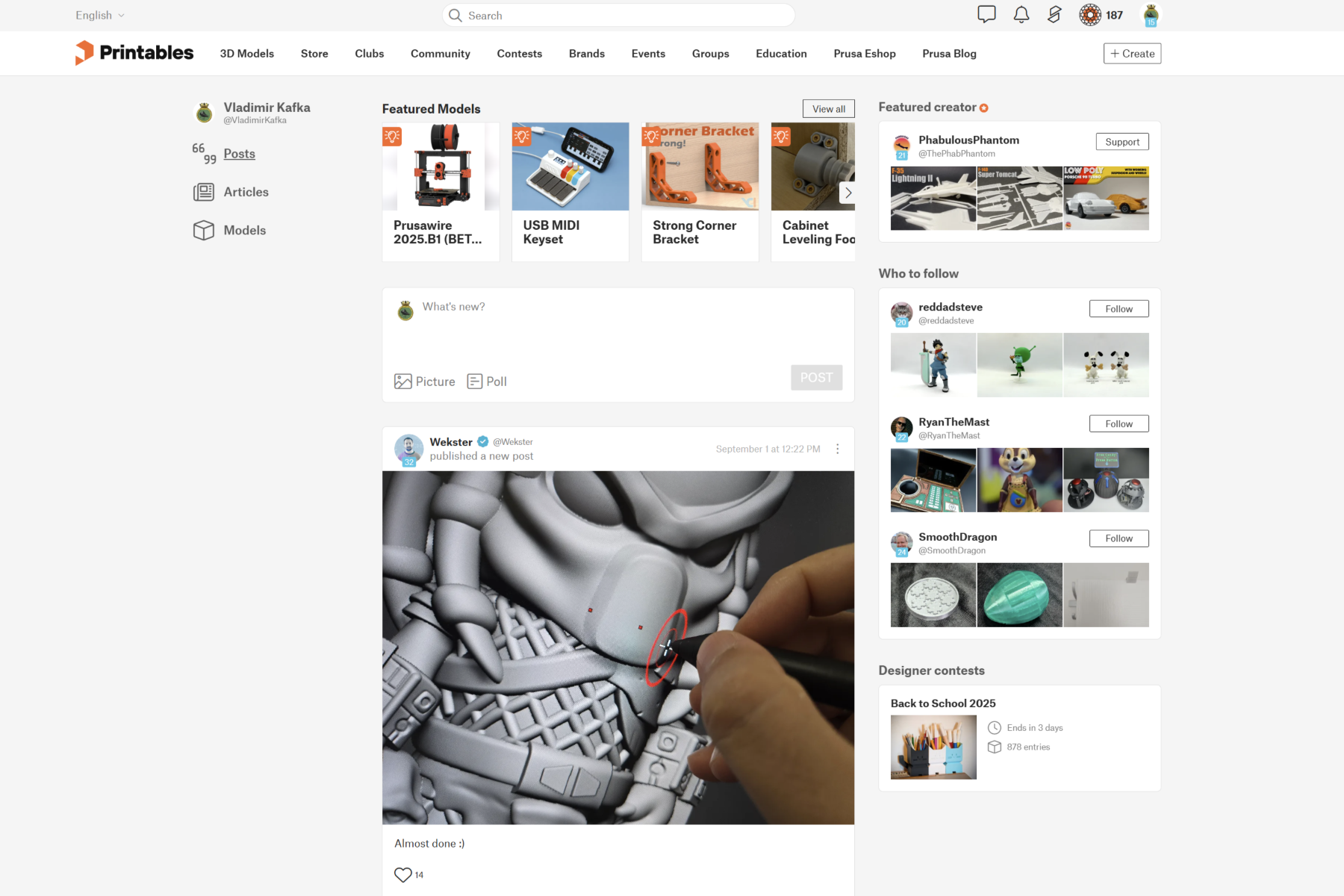
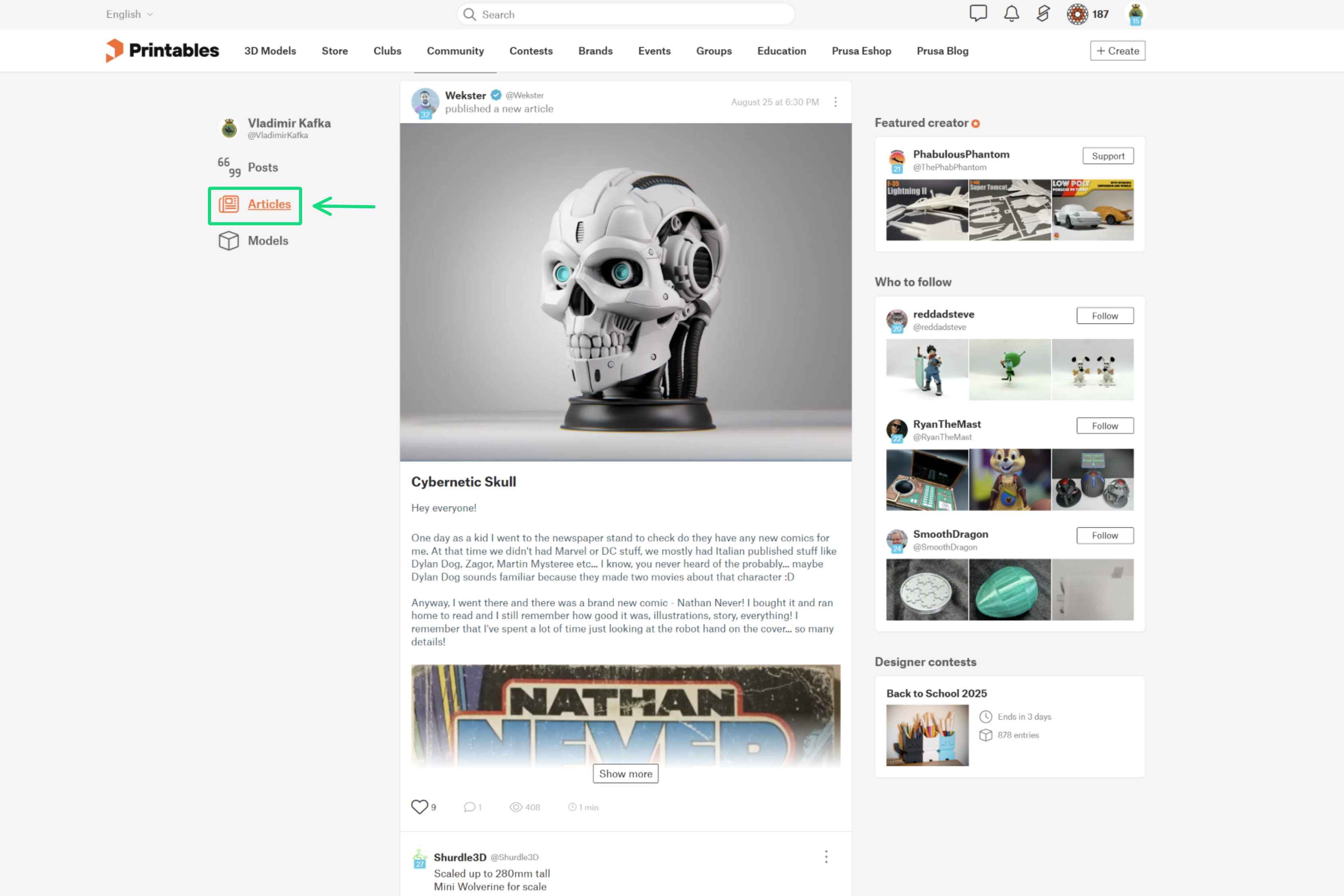
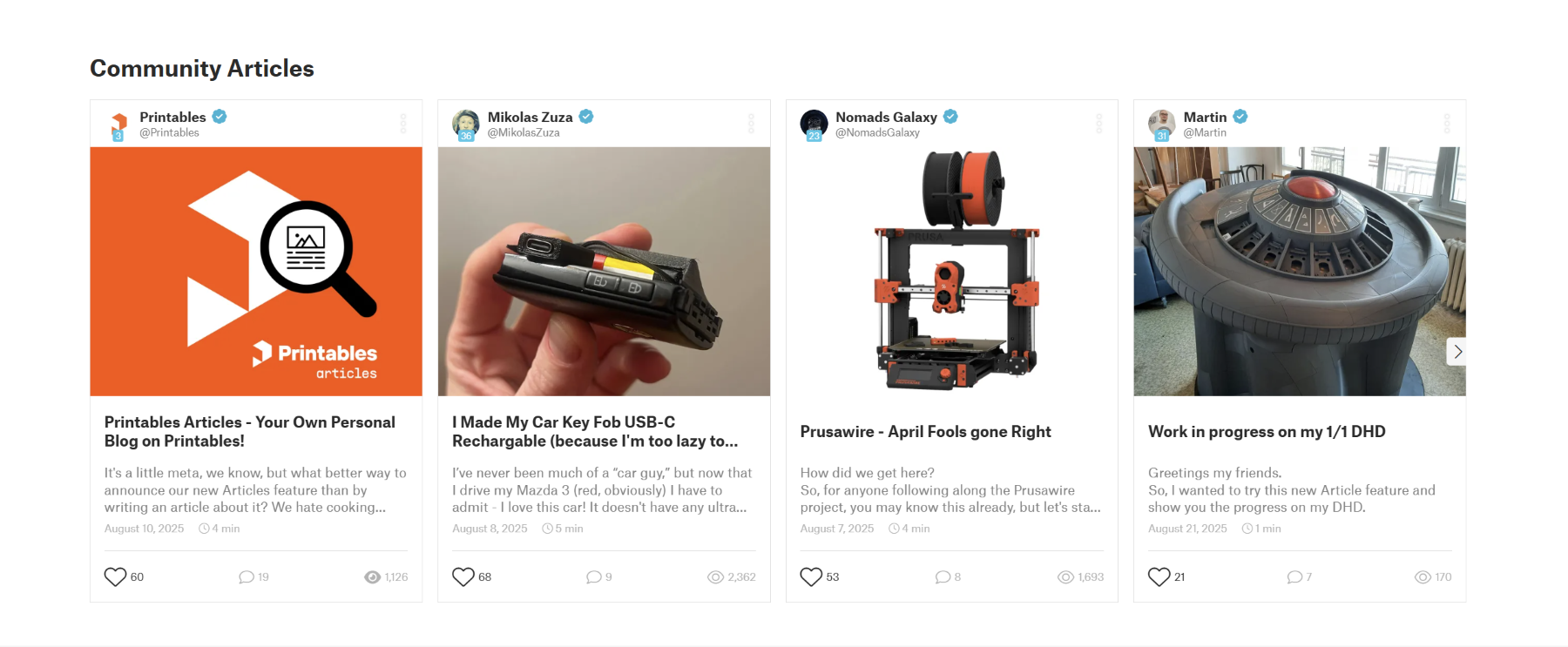
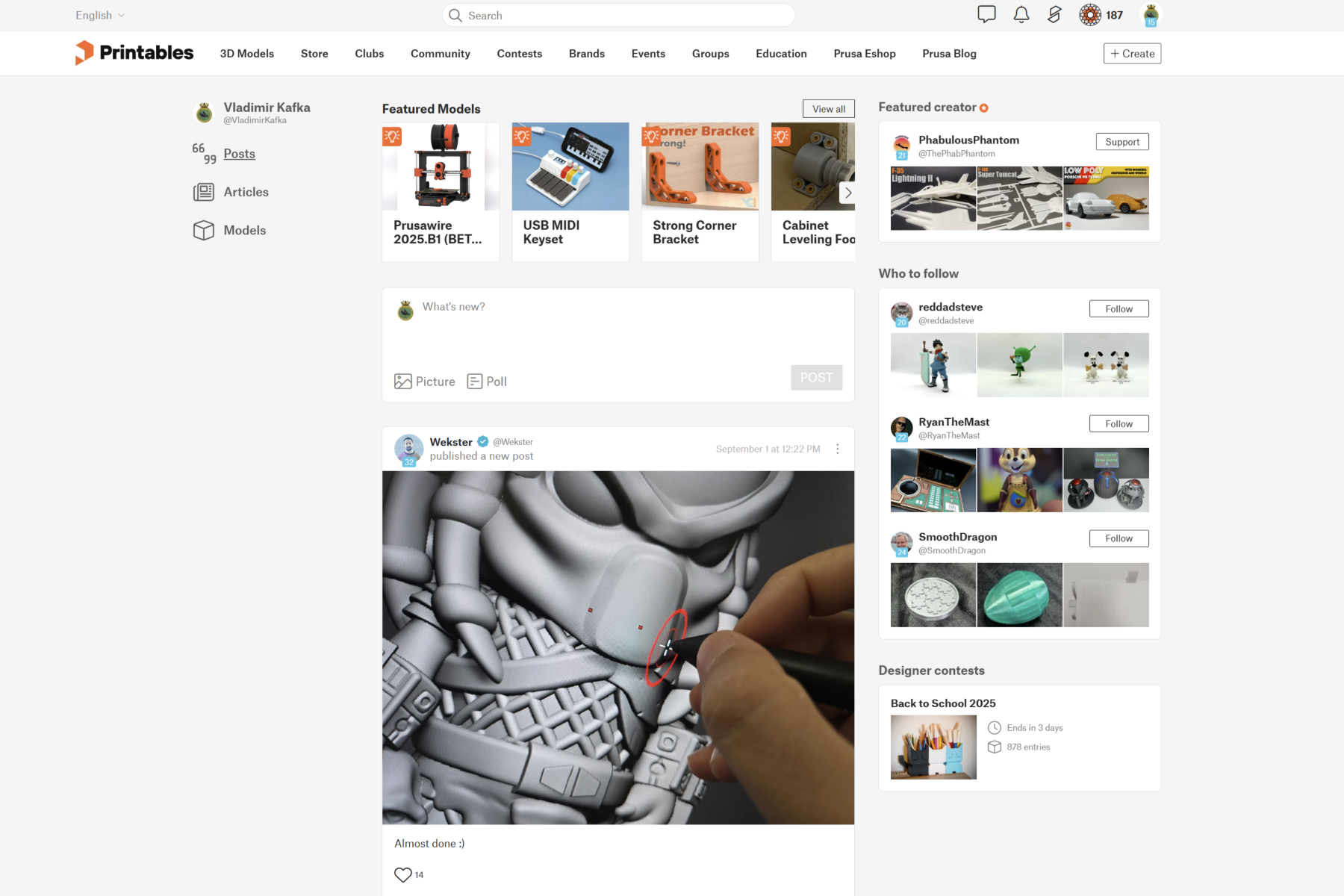
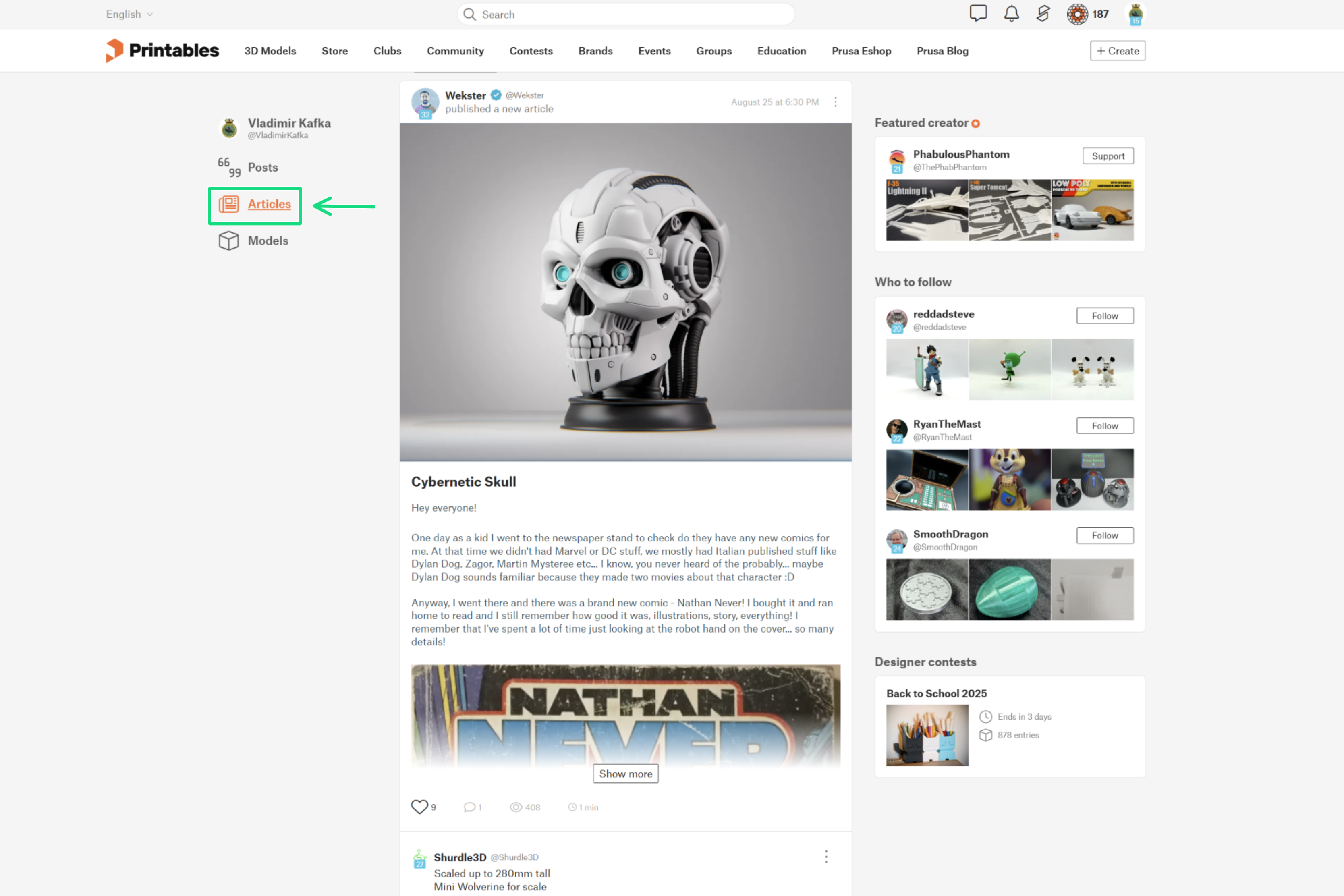
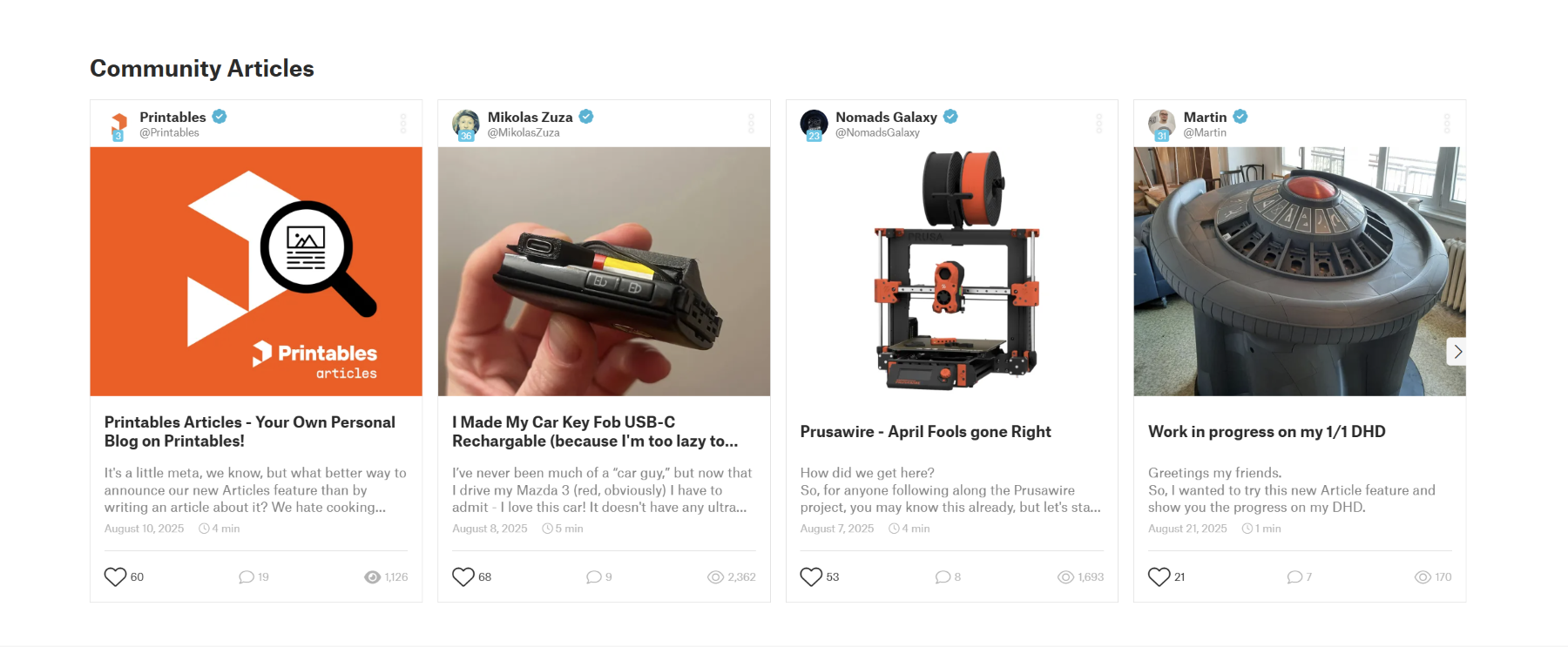
Komunita
V sekci Komunita najdete stránku ve stylu sociálních sítí, kde vidíte aktivitu uživatelů, které sledujete na Printables.com, seřazenou podobně jako třeba na Facebooku nebo Twitteru.Kromě příspěvků nebo nahraných modelů tu najdete i celé krátké články, které napsali uživatelé které sledujete.Sekci komunitní články (community articles) najdete i přímo na hlavní stránce Printables.com (je potřeba odscrollovat trochu dolů). Oznamovací článek je k dispozici zde. Můžete přispět i svým vlastním textem! ✍
Soutěže
Pravidelně se zde konají designérské soutěže zaměřené na různá témata s hodnotnými cenami (3D tiskárny Original Prusa a cívky Prusamentu).
Jakmile si osvojíte základy 3D modelování, určitě zvažte účast! Jasně, asi se vám nepodaří vyhrát hned na první pokus, ale můžete získat alespoň cennou zpětnou vazbu od ostatních designérů!
Rozhodně má smysl si projít i už ukončené soutěže, v seznamu vítězů obvykle najdete ty nejlepší modely na dané téma.
Společnosti
Printables Brands je součást databáze 3D modelů, ve které různé firmy nabízí zdarma vylepšení, náhradní díly, nebo různé suvenýry související s jejich produkty. Další informace najdete v článku na blogu.
Události
Tady najdete kalendář akcí, které se chystá navštívit buď náš tým, nebo i Josef Průša osobně. Můžete je filtrovat podle vzdálenosti, data nebo typu akce.
Mimochodem, v první kapitole této lekce jsme zmínili odznáčky (badges). U našeho stánku na akcích si můžete naskenovat QR kód a získat tím speciální odznáček dané akce.
Skupiny
Můžete se taky připojit k tiskařským Skupinám, které spojují lidi na základě společných zájmů nebo země původu (vlevo si můžete nastavit maximální vzdálenost, ve které se má skupina nacházet).
Vzdělávání
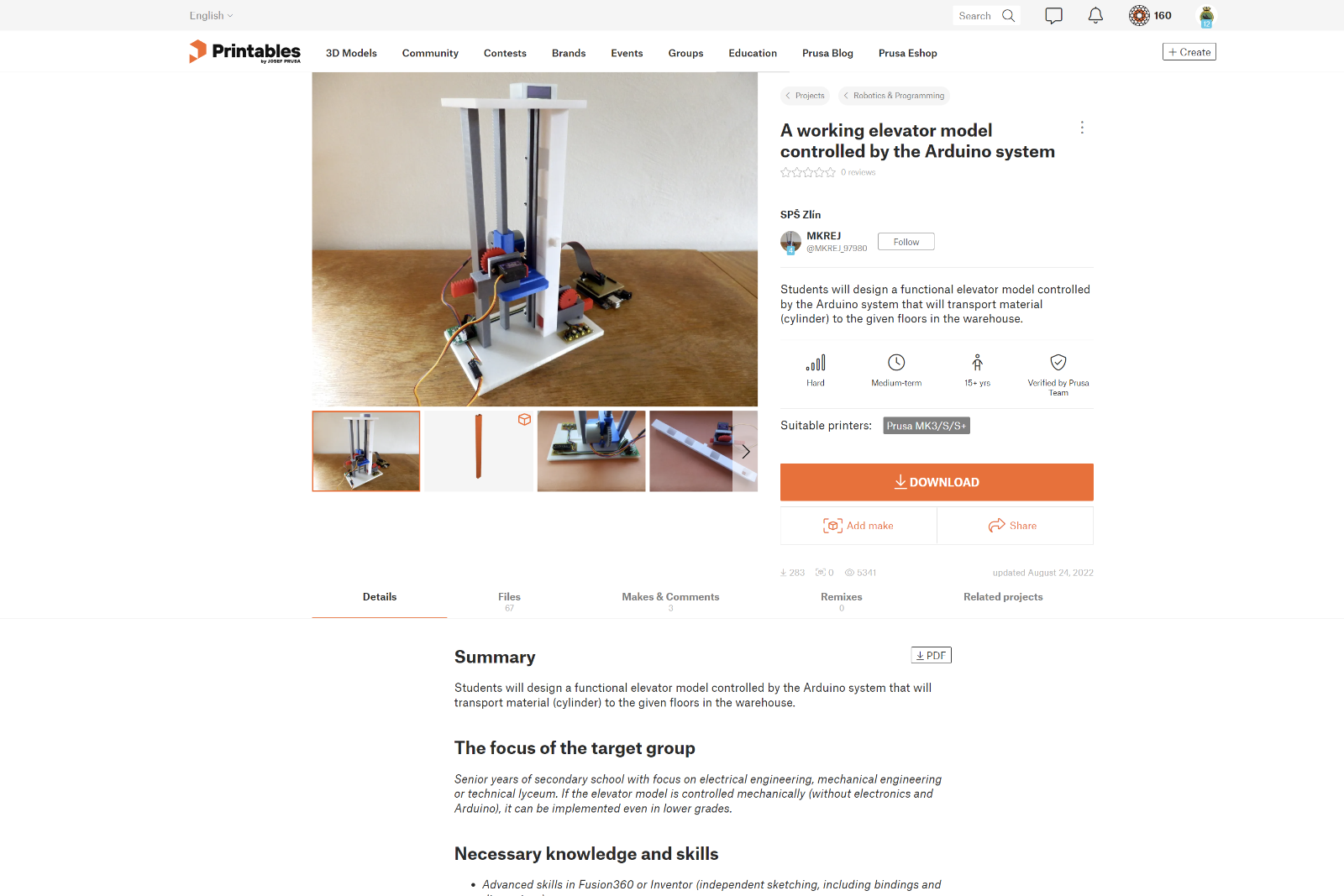
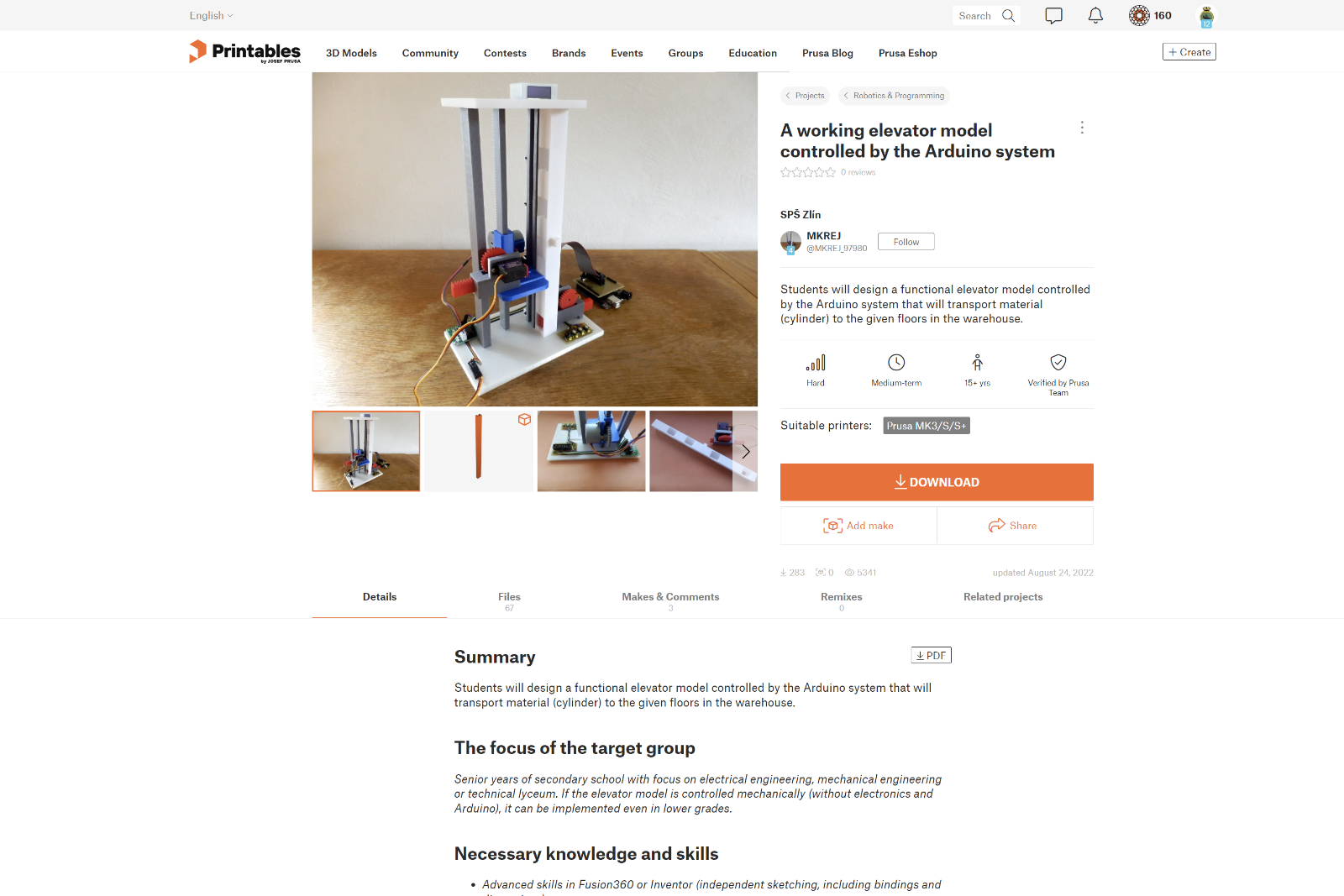
Tady najdete databázi vzdělávacích projektů - ty se podobají normálním modelům ke stažení, ale zahrnují i různé další informace a podklady, které jsou potřeba k jejich využití ve vzdělávání.
Jsou u nich návody, postupy, pracovní listy a podobně. Spousta projektů přesahuje z oblasti 3D tisku do různých řemesel, elektroniky, atd. Některé projekty jsou volně dostupné, jiné jsou zamknuté a dostanou se do nich jen členové programu Prusa Education (Průša pro školy). Více se něm můžete dozvědět v článku na našem blogu.
Mimochodem, svoje Prusametry můžete také věnovat do programu Prusa Education - my za ně pak do škol pošleme cívky filamentu zdarma😉.
Blog Průša
Z menu se dostanete i na náš pravidelně aktualizovaný Průša blog, kde najdete spoustu zajímavých článků - odkazy na ně koneckonců často nacházíte i v tomto kurzu.
Prusa E-shop
A v neposlední řadě se z menu Printables dostanete i na náš e-shop.
Stahování 3D modelů z internetu
4.3 Další funkce Printables.com
V této kapitole si projdeme další funkce, které Printables.com nabízí nad rámec databáze modelů. Projdeme si postupně celou nabídku horního menu.
Obchod
Obchod nabízí sbírku prémiových modelů, které lze koupit za pár dolarů a přímo tak podpořit jejich tvůrce.
Kluby
Kluby jsou skvělým způsobem, jak přímo finančně a dlouhodobě podporovat tvůrce. S měsíčním předplatným do klubu získáte přístup k jeho prémiovým modelům a můžete přímo komunikovat s majitelem klubu a komunitou. Obvykle je k dispozici několik úrovní předplatného, které nabízejí exkluzivní výhody u dražších variant, jako je například plná komerční licence pro prodej tištěných modelů.
Komunita
V sekci Komunita najdete stránku ve stylu sociálních sítí, kde vidíte aktivitu uživatelů, které sledujete na Printables.com, seřazenou podobně jako třeba na Facebooku nebo Twitteru.Kromě příspěvků nebo nahraných modelů tu najdete i celé krátké články, které napsali uživatelé které sledujete.Sekci komunitní články (community articles) najdete i přímo na hlavní stránce Printables.com (je potřeba odscrollovat trochu dolů). Oznamovací článek je k dispozici zde. Můžete přispět i svým vlastním textem! ✍
Soutěže
Pravidelně se zde konají designérské soutěže zaměřené na různá témata s hodnotnými cenami (3D tiskárny Original Prusa a cívky Prusamentu).
Jakmile si osvojíte základy 3D modelování, určitě zvažte účast! Jasně, asi se vám nepodaří vyhrát hned na první pokus, ale můžete získat alespoň cennou zpětnou vazbu od ostatních designérů!
Rozhodně má smysl si projít i už ukončené soutěže, v seznamu vítězů obvykle najdete ty nejlepší modely na dané téma.
Společnosti
Printables Brands je součást databáze 3D modelů, ve které různé firmy nabízí zdarma vylepšení, náhradní díly, nebo různé suvenýry související s jejich produkty. Další informace najdete v článku na blogu.
Události
Tady najdete kalendář akcí, které se chystá navštívit buď náš tým, nebo i Josef Průša osobně. Můžete je filtrovat podle vzdálenosti, data nebo typu akce.
Mimochodem, v první kapitole této lekce jsme zmínili odznáčky (badges). U našeho stánku na akcích si můžete naskenovat QR kód a získat tím speciální odznáček dané akce.
Skupiny
Můžete se taky připojit k tiskařským Skupinám, které spojují lidi na základě společných zájmů nebo země původu (vlevo si můžete nastavit maximální vzdálenost, ve které se má skupina nacházet).
Vzdělávání
Tady najdete databázi vzdělávacích projektů - ty se podobají normálním modelům ke stažení, ale zahrnují i různé další informace a podklady, které jsou potřeba k jejich využití ve vzdělávání.
Jsou u nich návody, postupy, pracovní listy a podobně. Spousta projektů přesahuje z oblasti 3D tisku do různých řemesel, elektroniky, atd. Některé projekty jsou volně dostupné, jiné jsou zamknuté a dostanou se do nich jen členové programu Prusa Education (Průša pro školy). Více se něm můžete dozvědět v článku na našem blogu.
Mimochodem, svoje Prusametry můžete také věnovat do programu Prusa Education - my za ně pak do škol pošleme cívky filamentu zdarma😉.
Blog Průša
Z menu se dostanete i na náš pravidelně aktualizovaný Průša blog, kde najdete spoustu zajímavých článků - odkazy na ně koneckonců často nacházíte i v tomto kurzu.
Prusa E-shop
A v neposlední řadě se z menu Printables dostanete i na náš e-shop.
Příprava 3D modelů pro tisk
5.3 Importování 3D modelů do PrusaSliceru
Začneme panelem na pravé straně obrazovky. Toto je pravděpodobně nejdůležitější kapitola z celé lekce:
V této části obrazovky jsou umístěna všechna základní nastavení: výběr výšky vrstvy, tiskového materiálu, typu tiskárny, povolení podpěr a volba hustoty výplně.
Vpravo dole se nachází samotné tlačítko Slicovat – zhruba v polovině této kapitoly si konečně naslicujete svůj první model..😉
Nejprve si ale rychle projdeme všechna ostatní důležitá nastavení:
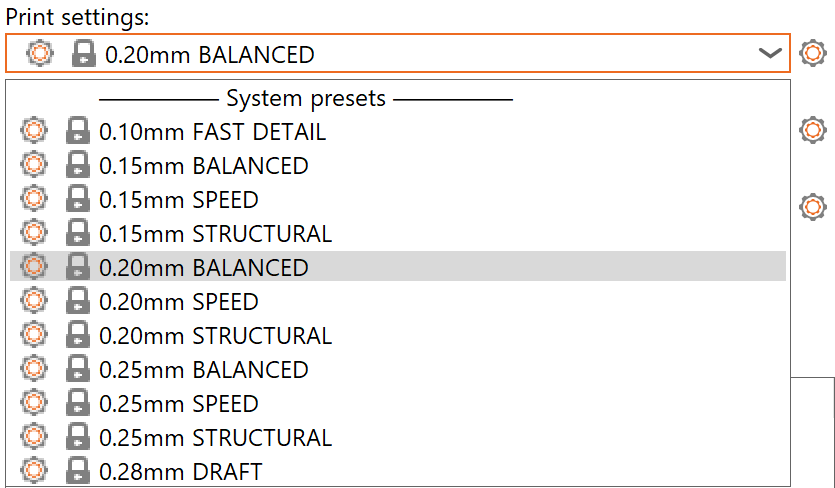
Nastavení tisku
V tomto rozbalovacím menu si můžete vybrat z různých výšek tiskové vrstvy. Všimněte si, že i když jsou tyto předvolby pojmenovány podle výšky vrstvy, každá z nich obsahuje i mnoho dalších různých nastavení, která ovlivňují kvalitu a dobu tisku. Jak tato nastavení upravovat se naučíme později.
Čím nižší je výška vrstvy, tím lepší budou detaily – ale proces tisku bude trvat déle. Výška vrstvy 0,2 mm obvykle nabízí dobrý kompromis.
Pro většinu výšek vrstev jsou na výběr dva různé profily: SPEED upřednostňuje – jak jste uhodli – rychlost tisku, zatímco STRUCTURAL upřednostňuje kvalitu povrchu a celkovou odolnost tištěného modelu. Žádný z profilů však nejde do extrému – tj. profil SPEED stále poskytuje přiměřeně odolné výtisky a profil STRUCTURAL není v žádném případě pomalý. Obvyklou volbou pro začátečníky je třetí profil - BALANCED - který nabízí dobrý poměr mezi rychlostí a odolností.
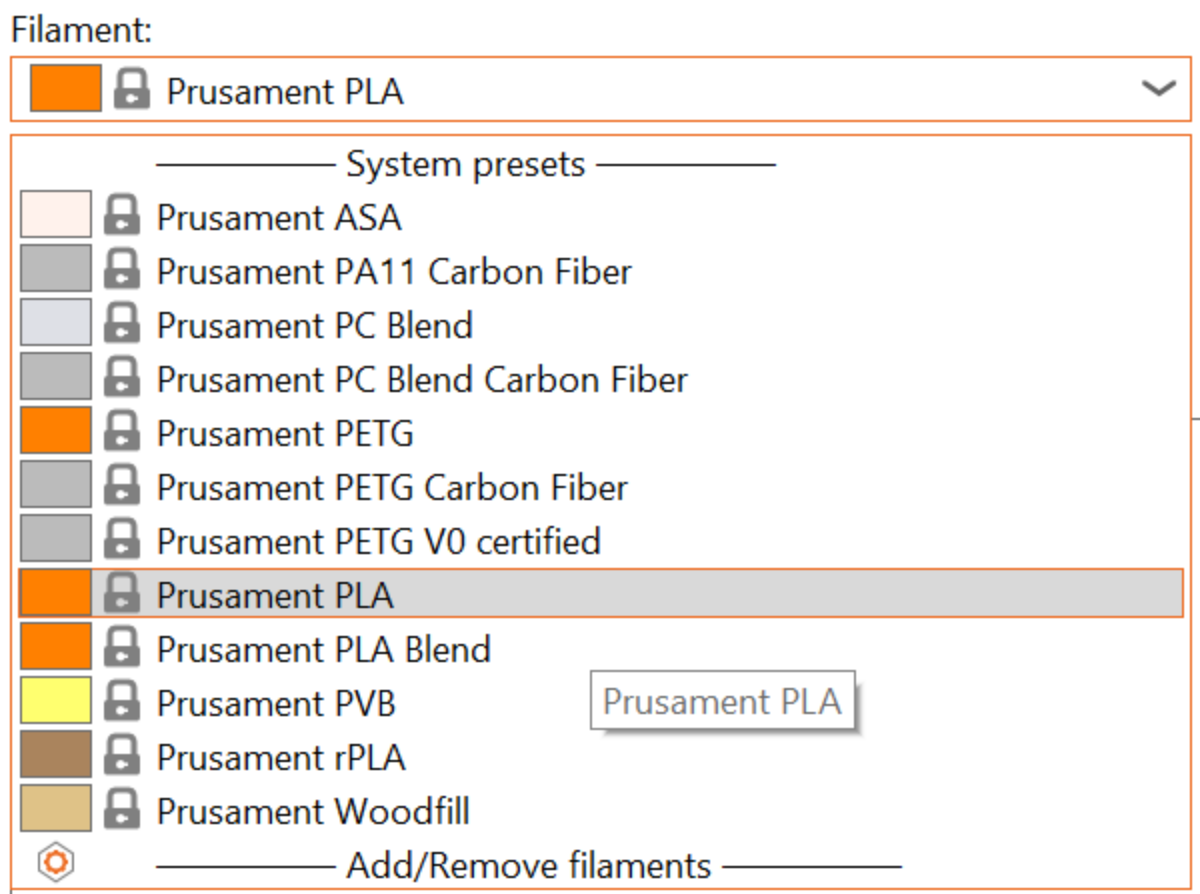
Filament
Vyberte si materiál. Různé materiály vyžadují různá nastavení (teplotu, rychlost tisku atd.), takže je důležité vybrat ten správný. Dokud tisknete z cívky, kterou jste dostali s tiskárnou, ponechte toto nastavení na „Prusament PLA“.
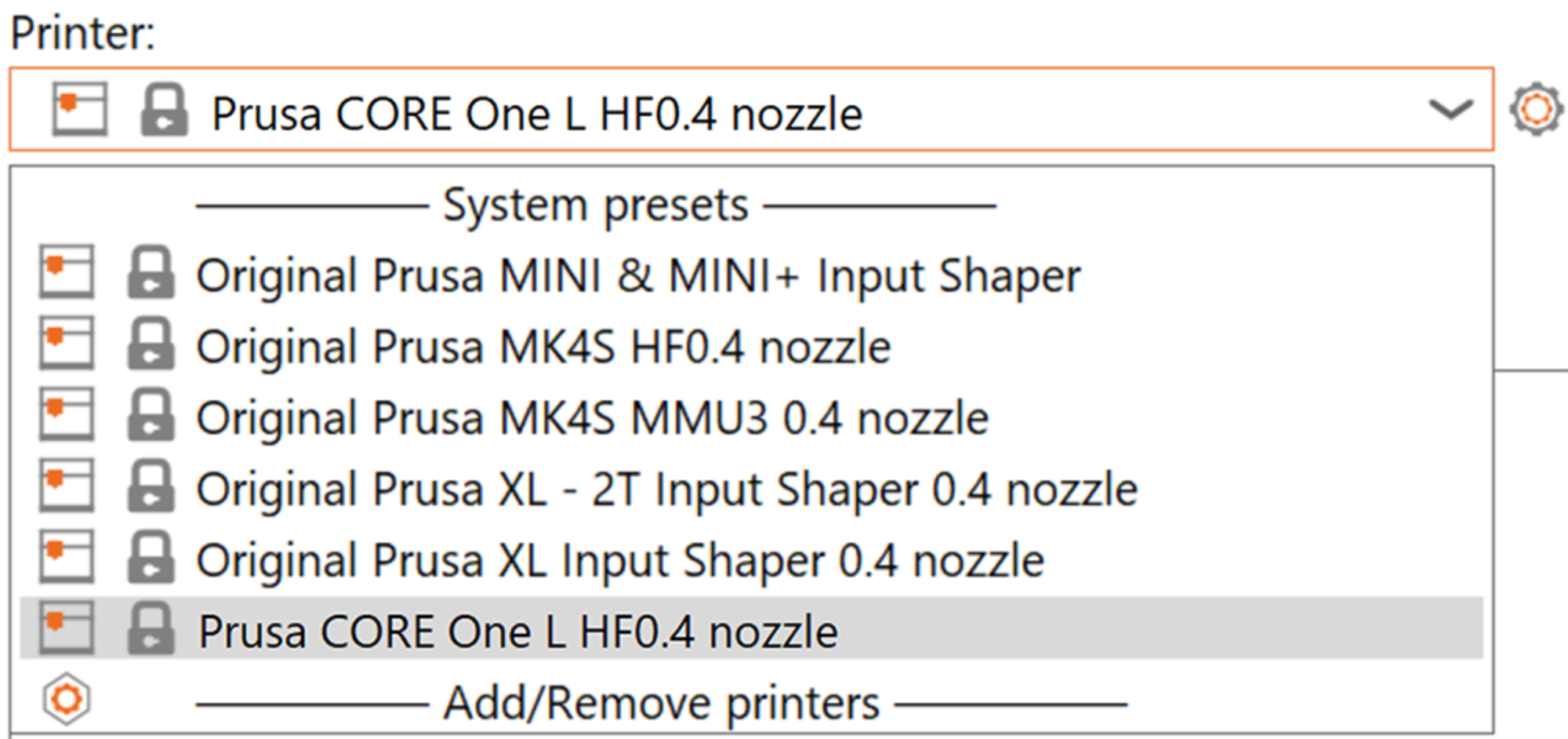
Tiskárna
Vyberte správnou tiskárnu: ve vašem případě Prusa CORE One L. Pokud používáte základní trysku, vyberte profil „HF0.4 nozzle. Pokud máte nainstalovanou tvrzenou trysku, využijte profil „0.4 nozzle“, který však musíte nejdříve povolit v Průvodci nastavení. Můžete to rychle udělat kliknutím na tlačítko “Přidat/Odebrat tiskárny„ na konci roletkového menu.
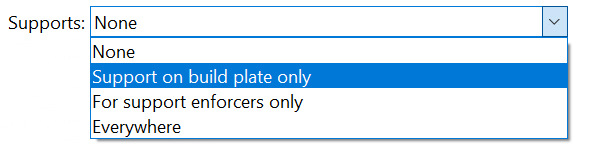
Podpěry
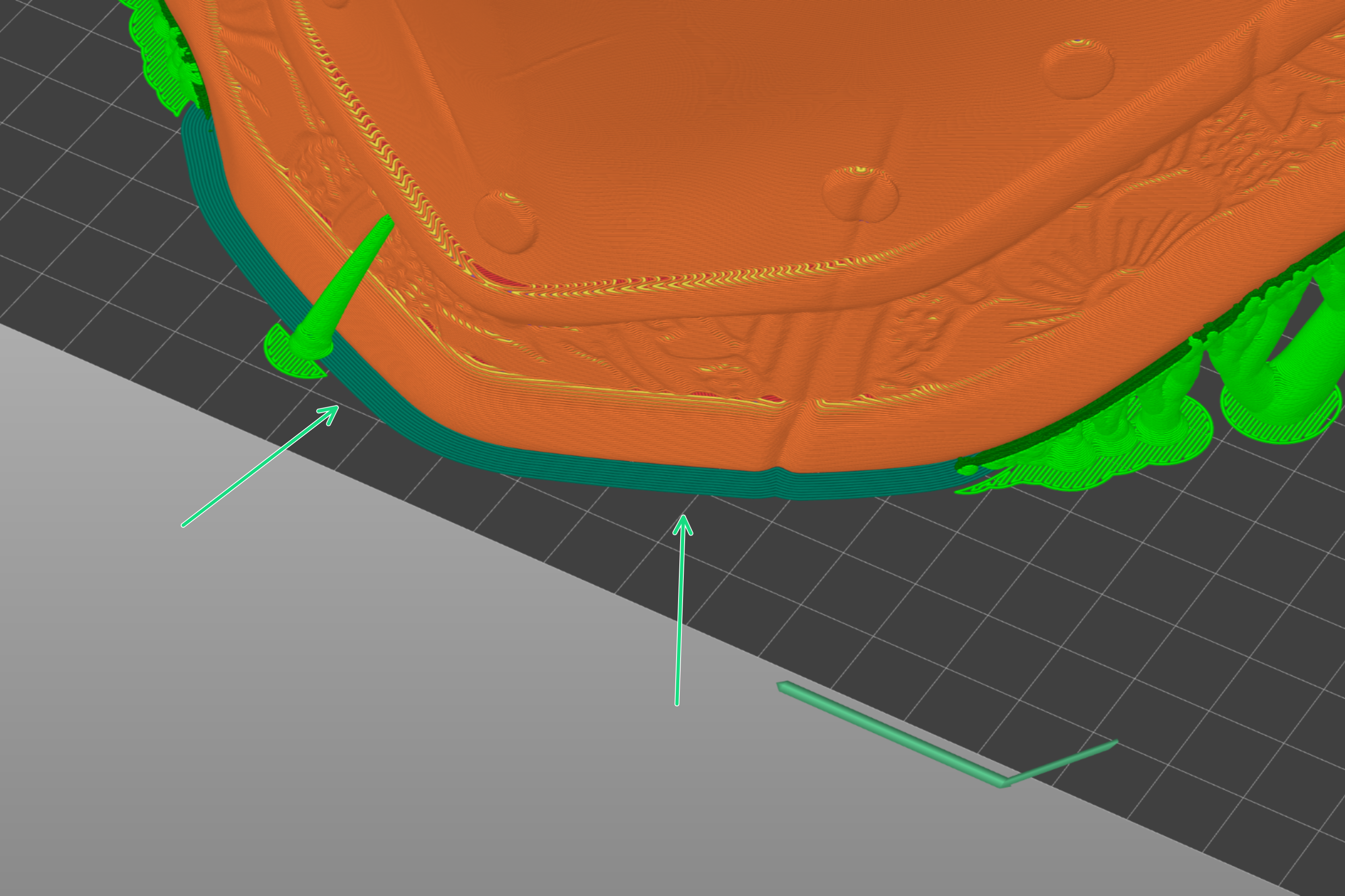
Zvolte, zda má slicer generovat podpěry – tištěné „lešení“, které zvyšuje spolehlivost při tisku převisů (podrobnější vysvětlení viz níže). Po dokončení tisku můžete podpěry jednoduše odlomit a vyhodit.
Prozatím zvolte Pouze na tiskové podložce (Support on build plate only) – výhody a nevýhody všech možností si popíšeme později, v samostatné kapitole o optimalizaci podpěr.
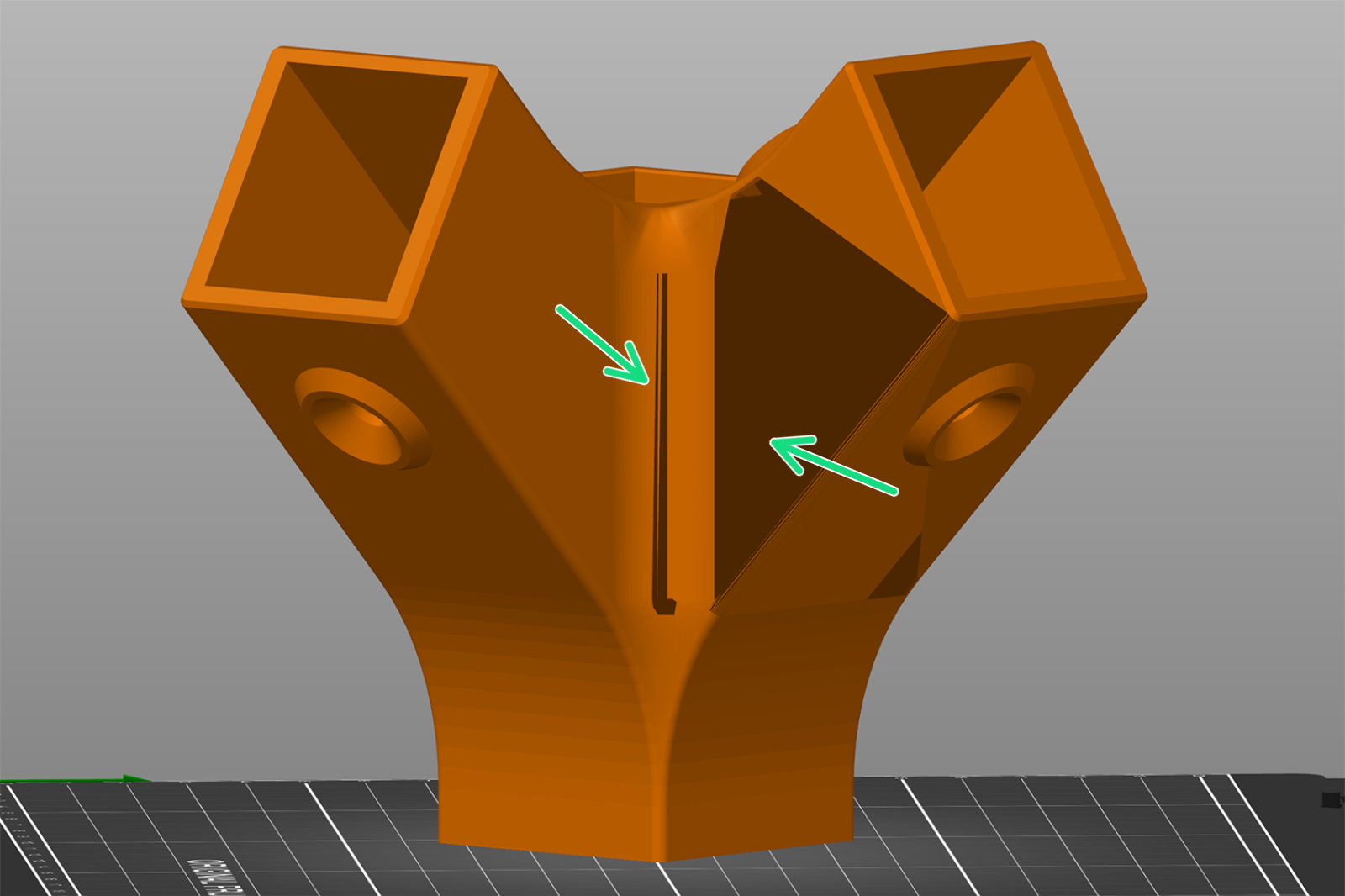
Převisy a podpěry: Možná jste si již všimli podpěr u některých výtisků stažených z Printables.com – nyní si jejich účel trochu více vysvětlíme. Vaše 3D tiskárna nemůže spolehlivě tisknout do prázdného prostoru. Jak se materiál vrstvu po vrstvě nanáší, každá vrstva musí mít pod sebou alespoň nějaký pevný základ. Části modelu, které visí nebo vyčnívají „do vzduchu“, se nazývají převisy. Zda jsou tyto převisy tisknutelné, závisí na jejich velikosti a úhlu. Zhruba řečeno, 45° je v pořádku (představte si ramena písmene „Y“), ale 90° (ramena písmene „T“) už ne.
Tiskárna se s převisy dokáže bez pomoci podpěr vypořádat zpomalením a zvýšením chlazení, a pak pomalým nanášením materiálu do vzduchu. Tato metoda se nazývá přemostění (bridging). Funguje však jen do určité míry a zřídka vypadá dokonale (vznikají prověšené struny filamentu atd.). V nejhorším případě by se tisk mohl také úplně zhroutit.
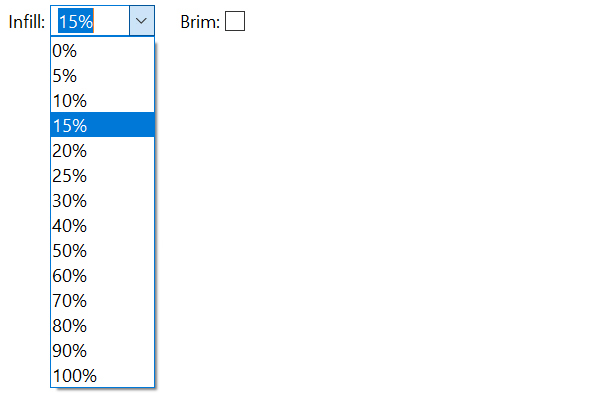
Výplň
Změňte hustotu výplně (vzor lze změnit jinde v jiném menu). Prozatím můžete ponechat přednastavenou hodnotu (15 nebo 20 %) tak, jak je.
Co je to výplň, jste již viděli při tisku prvního modelu z USB disku, takže toto je jen rekapitulace s několika přidanými detaily.
3D modely se zřídka tisknou uvnitř zcela plné, se 100% hustotou. Tisk by trval věčnost, spotřeboval by spoustu materiálu a výsledný objekt by byl těžký jako cihla. Místo toho je většina výtisků dutá, s podpůrnou sítí vyplňující dutinu: výplní.
Výplň může mít různé vzory buď se speciálními estetickými, nebo mechanickými výhodami (např. včelí plástev, obdélníková „šachovnice“, hvězdy nebo zvláštní zakřivená síť zvaná gyroid). Hlavním účelem výplně je přidat vnitřní nosnou konstrukci pro horní vrstvy tisku.
Objekty s vyšší hustotou výplně jsou také o něco pevnější. Některé mechanické díly se tisknou s 90-100% výplní, nicméně většinou nemá smysl nastavovat hustotu vyšší než, řekněme, 40%. V předvolbách nastavených 15-20% je obvykle dobrý kompromis mezi odolností i spolehlivostí a dobou tisku a spotřebou materiálu. Mnohokrát si vystačíte i s pouhými 5%.
Mimochodem, pokud chcete zlepšit odolnost, existuje i druhá možnost – zvýšení počtu perimetrů – která je považována za efektivnější než přidávání hustoty výplně. Perimetry můžete nastavit v podrobném horním menu Nastavení tisku.
Límec
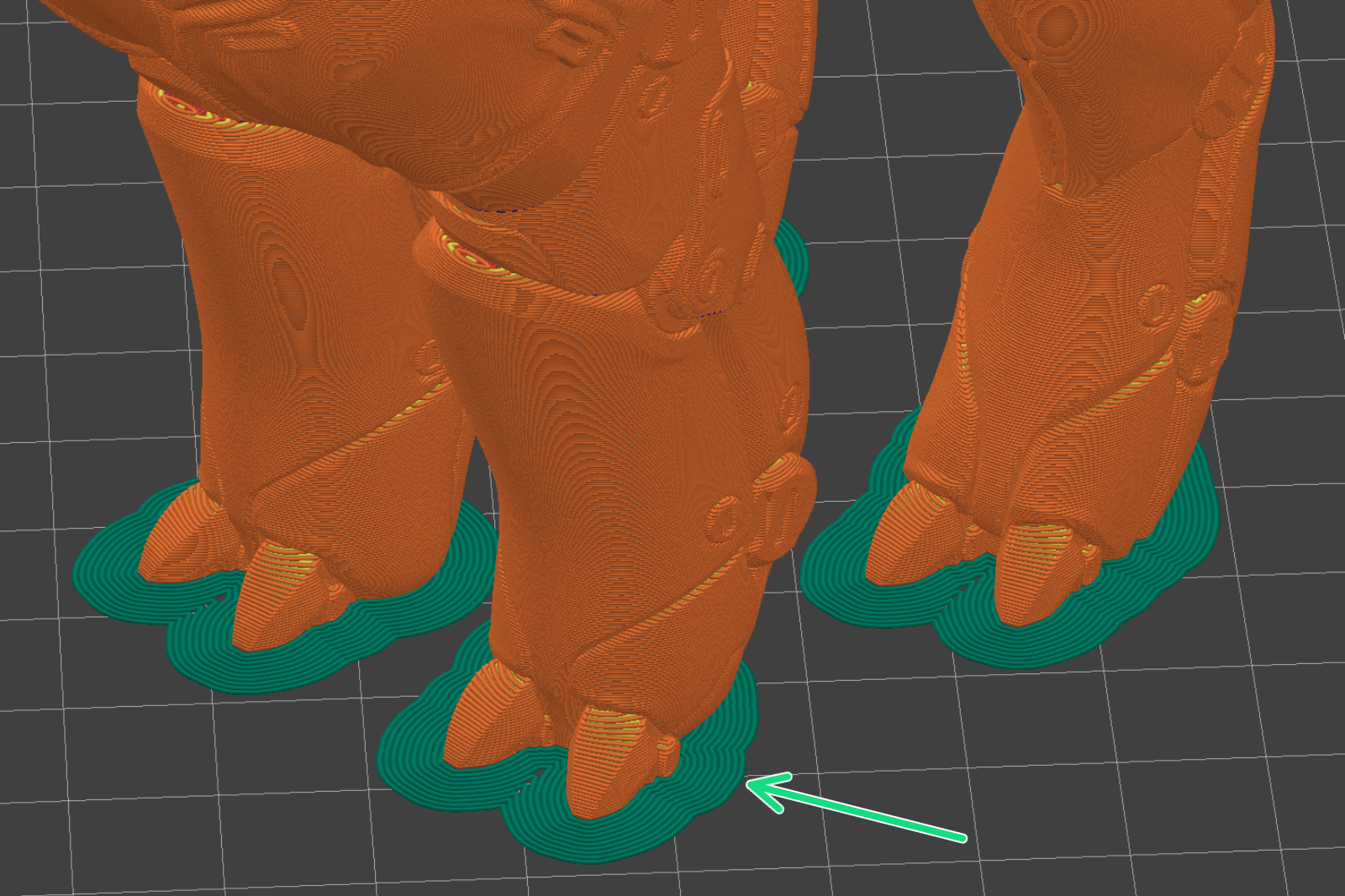
Tato volba vygeneruje tenkou vrstvu kolem základny modelu, která zlepší přilnavost k tiskové podložce. Je to šikovná volba pro modely, které nemají dostatečnou přilnavost v poměru ke své velikosti.
Příklad límce vygenerovaného kolem nohou modelu alpaky.
Další příklad límce: model rytířské helmy z USB disku přiloženého k vaší tiskárně.
Lev by měl držet dobře sám o sobě, takže tuto možnost nechte vypnutou.
Oprava poškozených modelů
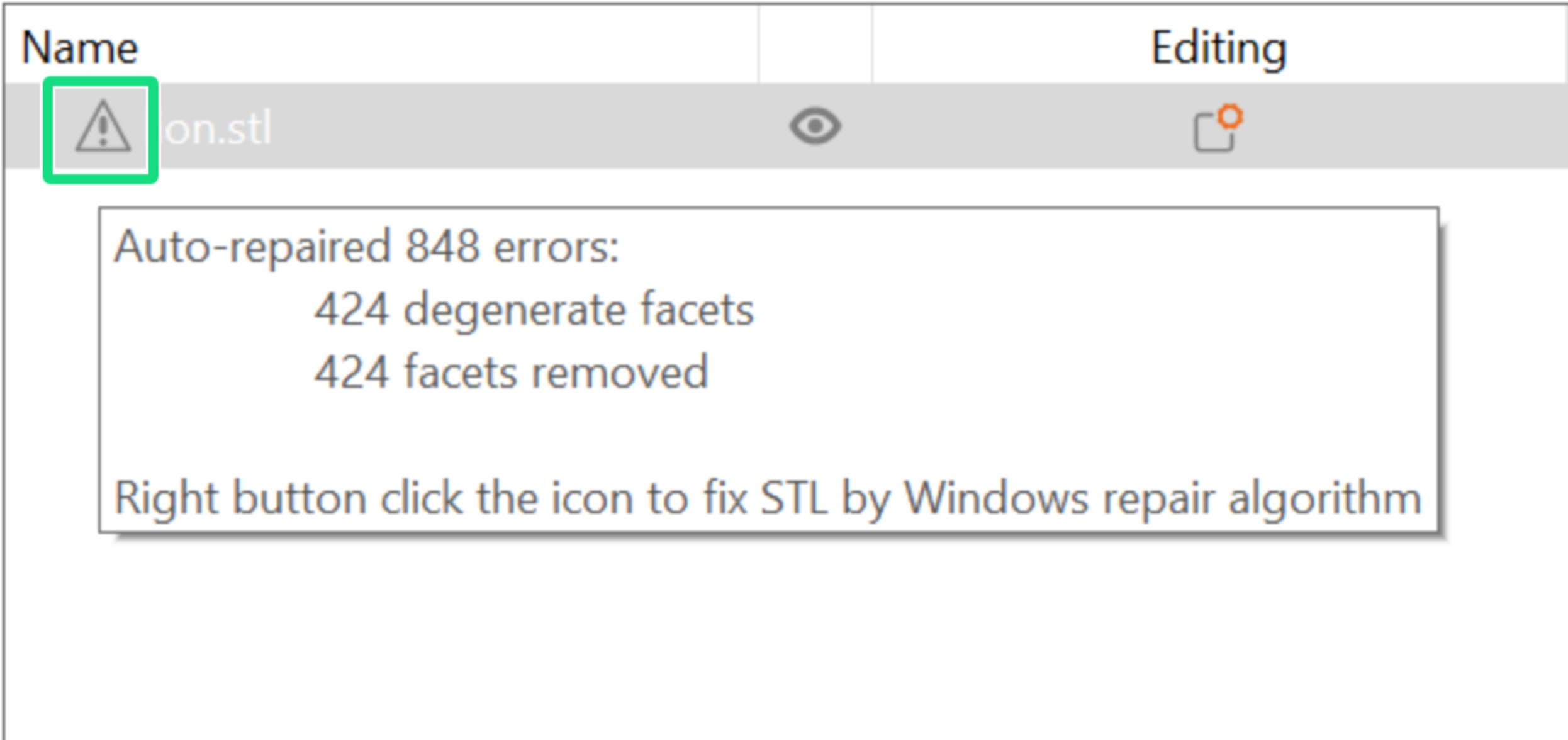
Pod rozbalovacími menu je velké okno se seznamem modelů, které jsou aktuálně na tiskové podložce. Všimněte si trojúhelníkového varovného znaku vedle jména lva – to znamená, že v modelu jsou nějaké chyby.
Typicky se jedná o problém, kdy není trojúhelníková síť, která tvoří povrch modelu, zcela uzavřená a jsou v ní nějaké díry, zbloudilé vektory a uzly (říkáme, že geometrie modelu je non-manifold, česky někdy překládáno jako geometrie s nulovou tloušťkou). PrusaSlicer dokáže takové chyby automaticky opravit (udělal to i v tomto případě – lev se vytiskne bez problémů).
Ve verzi pro Windows můžete na trojúhelník kliknout pravým tlačítkem a zvolit možnost Opravit STL pomocí algoritmu opravy systému Windows – varování poté zmizí. Stejnou funkci můžete vyvolat kliknutím pravým tlačítkem na samotný model.
Další možností je v levém horním rohu menu Soubor – zvolte Opravit soubor STL. PrusaSlicer soubor znovu uloží ve formátu OBJ, který je méně náchylný k chybám.
Buďte opatrní, protože v některých případech může být záměrný prvek interpretován jako chyba, tj. opravný algoritmus Windows by odstranil díru, která měla být ve skutečnosti součástí designu, vyplnil model, který měl být dutý, atd.
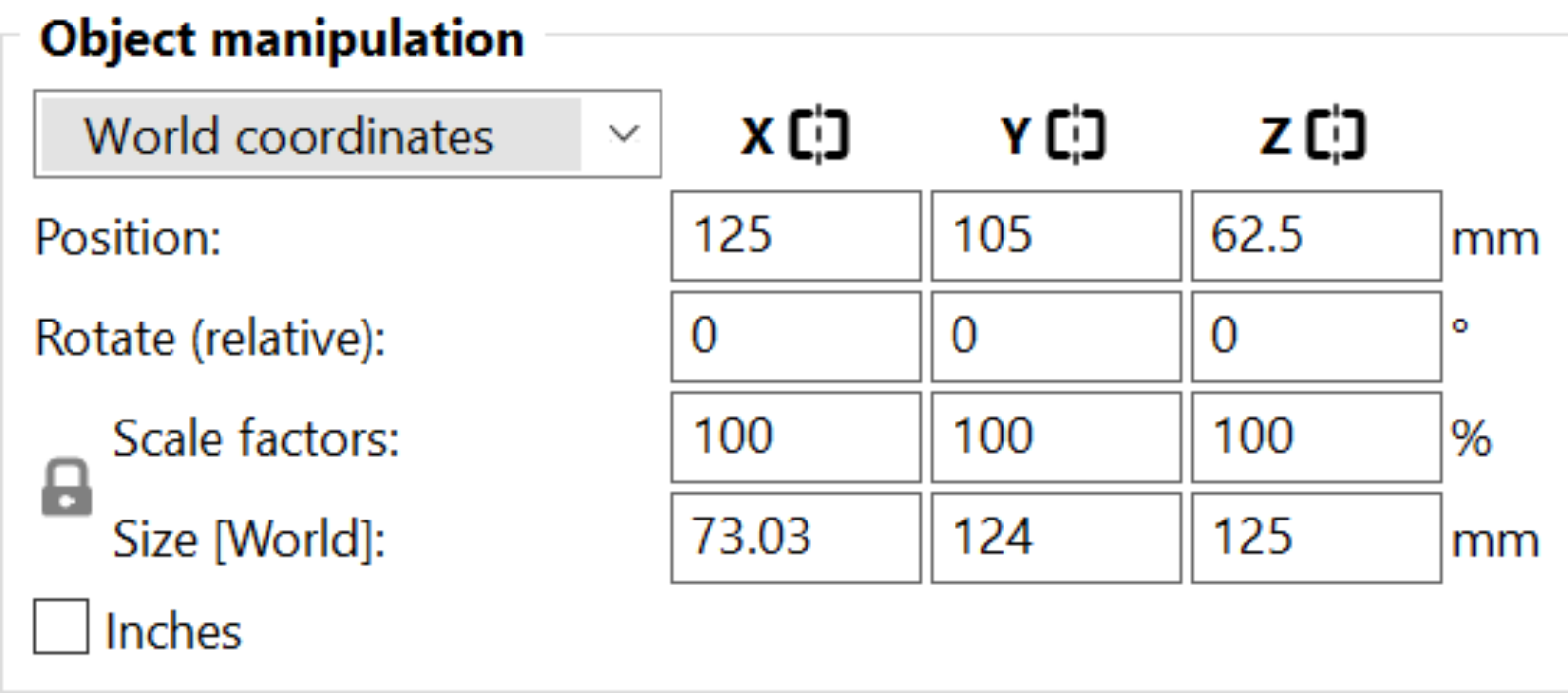
Manipulace s objektem
Toto menu v podstatě duplikuje funkce levé lišty ikon Posunout, Otočit a Měřítko.
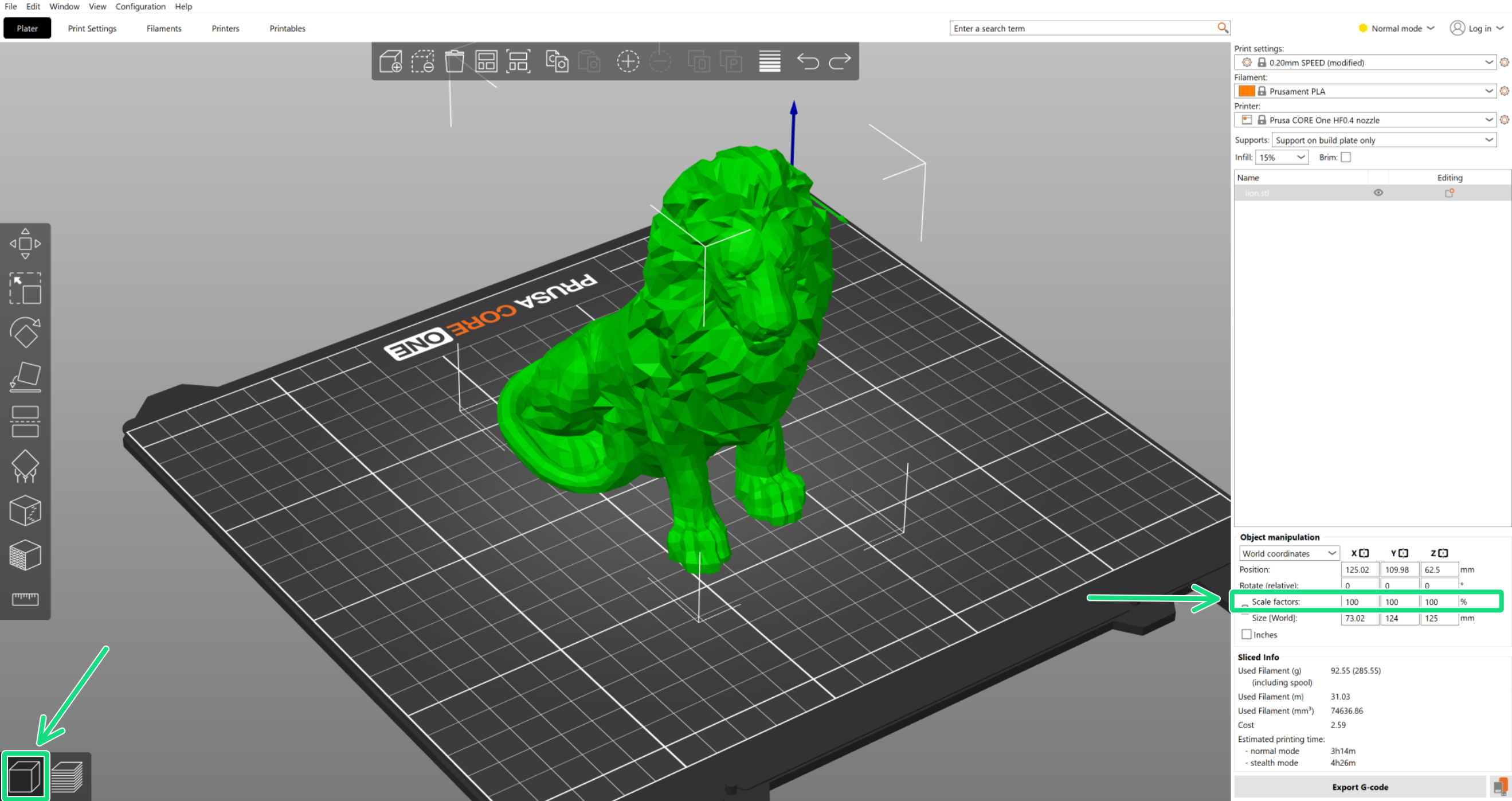
Avšak místo manipulace s modelem pomocí myši, zde můžete zadat přesná čísla v každé z os X, Y, Z: souřadnice polohy, úhly otáčení a buď procento zvětšení/zmenšení velikosti, nebo přesné cílové rozměry.
Pokud provedete jakékoli úpravy měřítka nebo rotace, můžete je vrátit zpět kliknutím na malou ikonu kruhové šipky, která se objeví vedle upravených hodnot v panelu Manipulace s objektem.
Ujistěte se, že máte zamčené poměry stran (pomocí ikony zámku), aby se všechny osy měnily rovnoměrně, jinak se objekt zdeformuje!
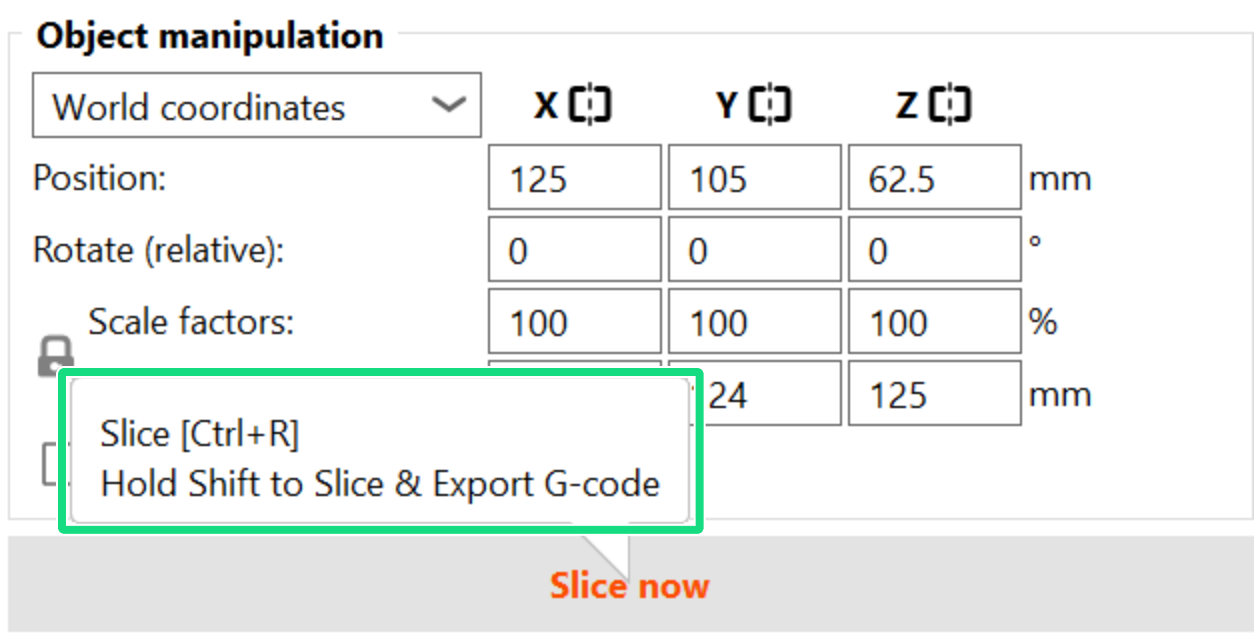
Slicování
Nyní můžete konečně naslicovat svůj první model.
Buď stiskněte Ctrl+R, nebo klikněte na tlačítko Slicovat v pravém dolním rohu.
Pokud podržíte klávesu Shift, G-code se exportuje okamžitě, buď na USB disk, nebo kamkoli na vašem počítači.
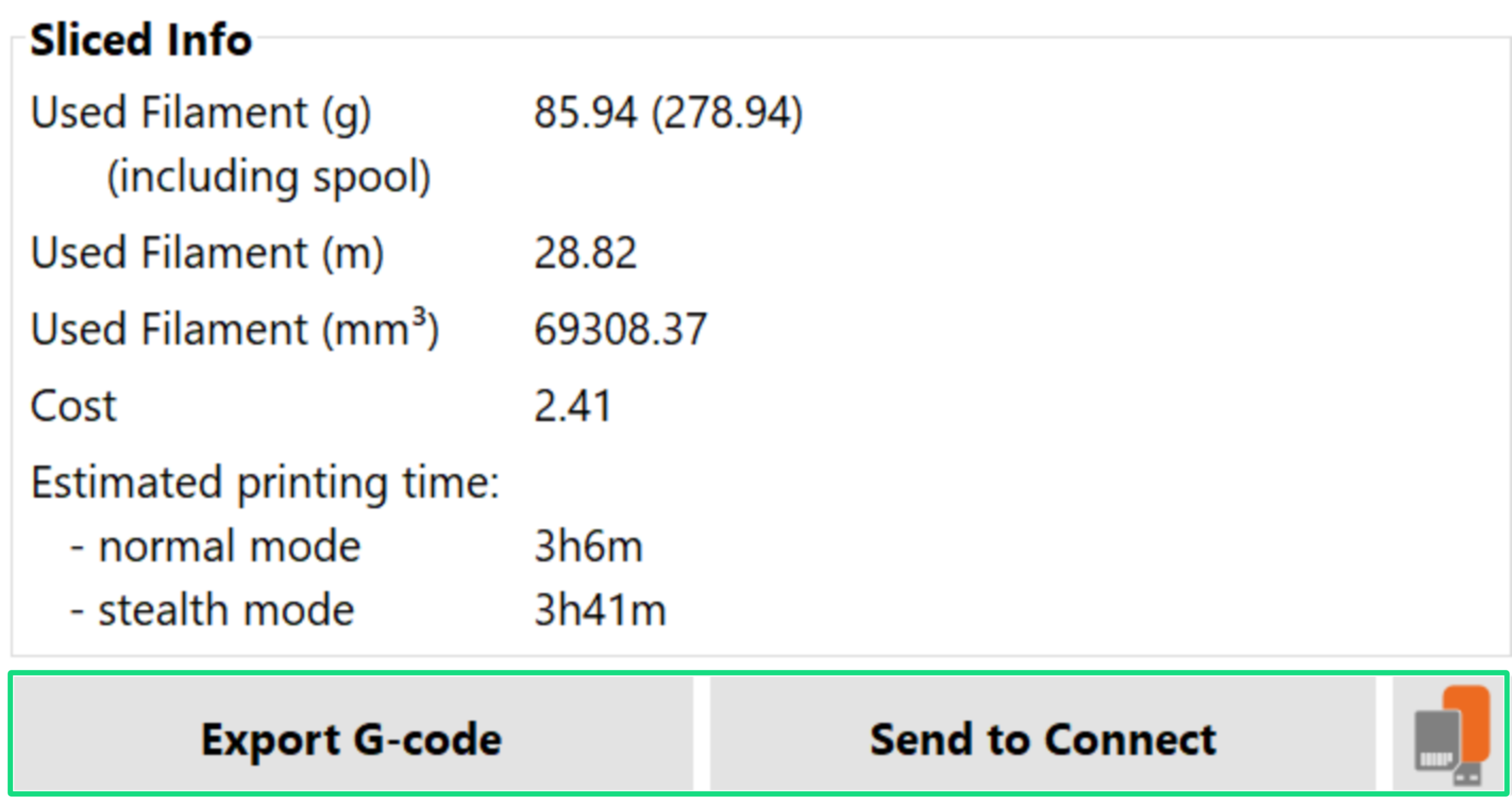
Po vyslicování modelu uvidítě několik možností, co dělat s vytvořeným souborem G-code. Můžete jej Exportovat (tedy uložit do počítače) nebo Odeslat do Connectu (a tedy i do vaší tiskárny) přes internet. Tato volba je ale dostupná jen v případě, jste-li přihlášeni ke svému účtu Prusa. Nakonec můžete kliknout na malou ikonku napravo, abyste automaticky exportovali G-code na USB disk zasunutý do vašeho počítače. Poté vám PrusaSlicer nabídne možnost bezpečně odpojit USB. Jak užitečné!
Ve Sliced Info si můžete zkontrolovat některé statistiky o tom, kolik metrů/gramů filamentu a kolik hodin tento tisk zabere.
Voilà, a je to, tady je váš G-code! Ať už jste použili Prusa Connect nebo USB, můžete nechat tiskárnu dělat svou práci.
Je však dobrým zvykem vše nejprve dvakrát zkontrolovat – ujistěte se, že jste na nic nezapomněli (typicky přidání podpěr), nastavení jsou správná (materiál a tiskárna) a doba tisku odpovídá vašim očekáváním.
Při nastavení 0.20mm SPEED bude tisk 100% velkého lva trvat asi 3 hodiny. Pokud nechcete tak dlouho čekat, můžete si vytisknout menšího lva. V levém dolním rohu se přepněte zpět z Náhledu do 3D editoru – zobrazí se vám stejná situace jako před stisknutím tlačítka Slicovat.
Lva můžete zmenšit pomocí okna Manipulace s objektem na pravé straně obrazovky.
Pokud jej zmenšíte na 60% velikost a znovu stisknete Slicovat, uvidíte, že tisk bude nyní trvat jen hodinu a 15 minut!
Změna velikosti objektu neznamená, že se doba tisku prodlouží lineárně. Ve skutečnosti zdvojnásobení velikosti může dobu tisku zčtyřnásobit nebo i více, v závislosti na geometrii objektu a nastavení tisku.
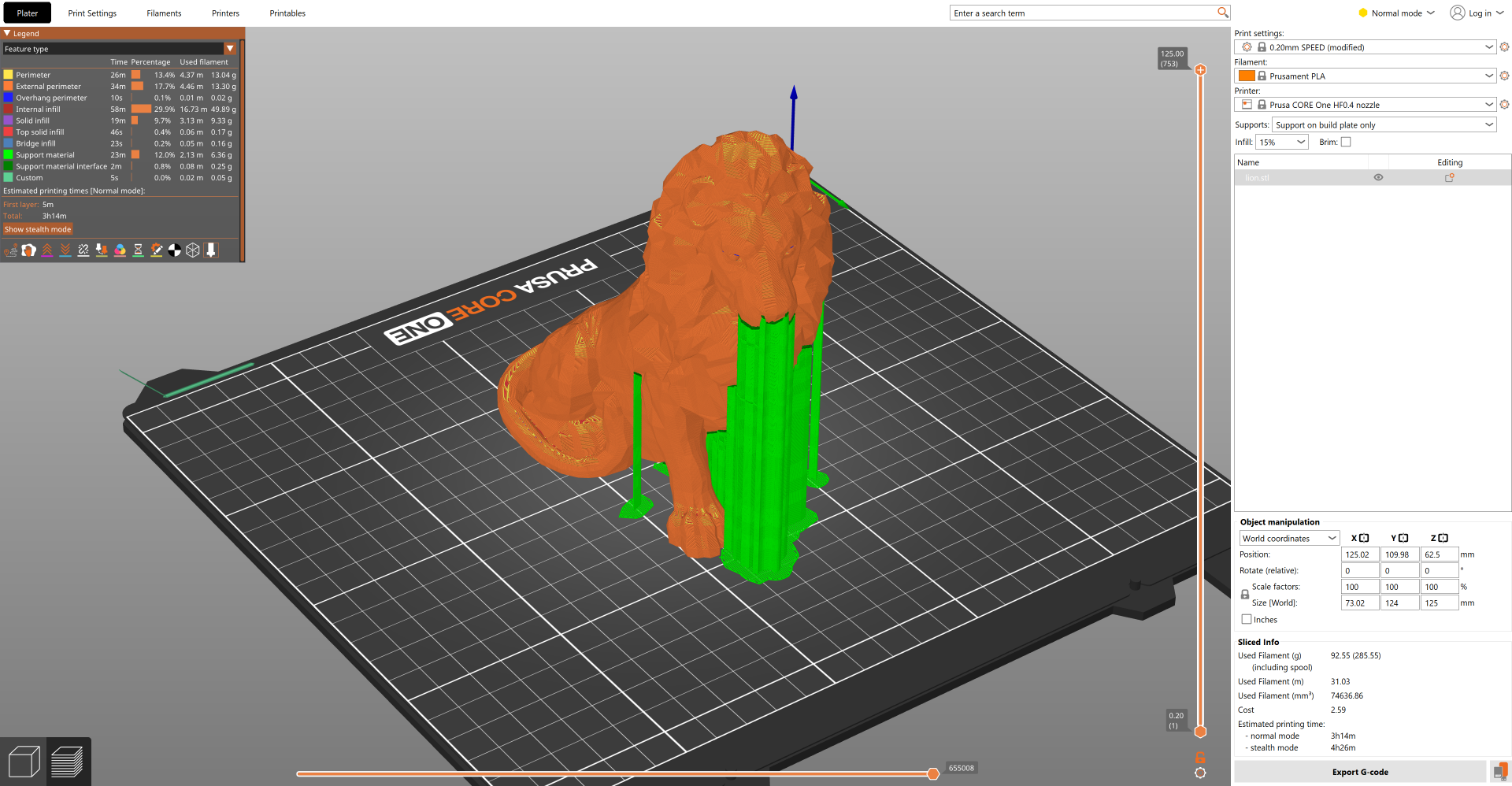
Nyní zpět do Náhledu – vidíme lva přesně tak, jak bude vytištěn – včetně výplně, podpěr atd. Když se přiblížíte, uvidíte dokonce i jednotlivé linie filamentu.
Vše je barevně odlišeno – zelené podpěry, oranžový vnější plášť, šarlatová výplň. O všechny barvy se teď ale nestarejte, toto barevné kódování je pouze informativní.
Jednotlivé vrstvy si můžete prohlédnout tažením posuvníku na pravé straně. Všimněte si vnitřní šachovnicové struktury výplně – nazývá se mřížková (grid) výplň.
Pomocí těchto ikon v levém dolním rohu obrazovky můžete přepínat mezi zobrazením 3D editoru (tj. jak scéna vypadala před kliknutím na Slicovat nyní) a naslicovaným Náhledem G-codu. Můžete také stisknout Ctrl+5 nebo Ctrl+6.
Při exportu G-codu si vždy uložte svůj projekt také jako soubor 3MF! To znamená, že budete mít všechna nastavení sliceru uložena v editovatelné podobě, pokud budete potřebovat později provést úpravy. Přejděte do levého horního rohu obrazovky a klikněte na Soubor → Uložit projekt.
Před exportem G-codu si vždy vše dvakrát zkontrolujte v Náhledu! Můžete předejít některým opravdu hloupým, triviálním chybám, jako je zapomenutí zapnout podpěry, výběr špatného filamentu atd.
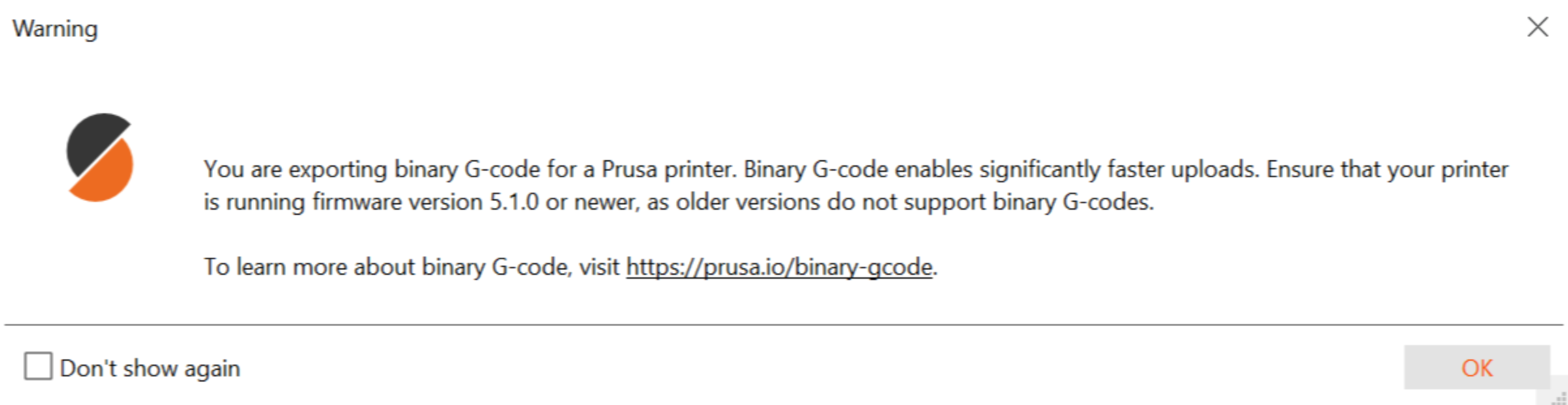
Všimněte si, že PrusaSlicer nyní používá binární soubory G-code (přípona souboru .bgcode místo .gcode). Jsou menší než dřívější, běžné G-cody.
Vaše tiskárna CORE One L, Prusa Connect a Printables.com jsou plně kompatibilní s binárními G-cody. Tuto funkci však můžete v případě potřeby stále vypnout. Podrobnější informace jsou k dispozici zde.
Příprava 3D modelů pro tisk
5.6 Rozhraní PrusaSliceru: ikonky
Nyní budeme pokračovat lištou, která se nachází uprostřed horního okraje obrazovky.
Některé možnosti z tohoto menu, konkrétně Přidat a Odebrat instanci a Rozdělit na části, jsou viditelné pouze v režimu zobrazení Normální (žlutý).
Přidat
Ctrl+I - Přidat další model (ano, můžete tisknout modely z více různých souborů najednou). Pro ukázku jsme přidali nový model, bustu Nefertiti. Překáží lvovi, ale tím se netrapte. Prozatím také ignorujte zprávu o vlastních podpěrách v pravém dolním rohu.
Smazat
Del nebo Backspace
Smazat vše
Ctrl+Del
Volba smazat odstraní vybraný objekt a volba Smazat vše odstraní celý projekt.
Uspořádat
A nebo výběr Shift+A - Tímto tlačítkem můžete oba modely automaticky uspořádat tak, aby si nepřekážely.
Pokud místo toho na tlačítko kliknete pravým tlačítkem, otevře se malé okno s dalšími nastaveními – konkrétně můžete nastavit minimální vzdálenost od okraje tiskového plátu nebo mezi modely a také Povolit rotace, aby se modely mohly na plát efektivněji poskládat.
PrusaSlicer umí dynamicky vytvořit až 9 podložek, což je užitečné pro správu velkých projektů s více díly. Tuto funkci podrobněji prozkoumáme později.
Uspořádat aktuální podložku
D, nebo výběr Shift+D - Stejná funkčnost jako nástroj Uspořádat, ale pouze pro aktuálně aktivní podložku. Podložku můžete vybrat jednoduše tak, že na ní kliknete.
Kopírovat a Vložit
Ctrl+C
Ctrl+V
Tímto vytvoříte kopie daného objektu.
Přidat instanci, Odebrat instanci
+- - Přidat nebo odebrat více kusů stejného modelu.
Instance vytvořené touto funkcí se považují za „klony“ původního modelu – jakákoli změna provedená u jednoho z modelů (posun, otočení, změna měřítka atd.) se projeví u všech.
Naopak, pokud vytvoříte nové objekty pomocí funkce Kopírovat/Vložit výše, budou považovány za nezávislé modely.
Jakmile na tiskový plát přidáte více instancí, můžete znovu experimentovat s nástrojem Uspořádat a podívat se, jak algoritmus dokáže optimalizovat jejich umístění.
Rozdělit na objekty, Rozdělit na části
Pokud jeden soubor s modelem obsahuje více objektů, tyto dvě funkce je dokáží správně oddělit. Prozatím to není důležitá funkce (a ani se nevztahuje na žádný z modelů, které máme nyní na naší podložce).
Variabilní výška vrstvy
Tato funkce pomáhá maximalizovat úroveň detailů při zachování přijatelné doby tisku. PrusaSlicer detekuje místa, která vyžadují nižší výšku vrstvy a naopak.
Klikněte na možnost Variabilní výška vrstvy v horním menu. Upravte posuvníky v pravém dolním rohu: Kvalita/Rychlost a Rádius (jak dobře by se měly vrstvy různých výšek prolínat), poté klikněte na příslušná tlačítka – Adaptivní (pro použití nastavení) a Vyhladit (pro vyhlazení přechodů – pro větší vyhlazení můžete kliknout vícekrát) . Každá vrstva získá jinou barvu – tmavě zelená značí nejnižší výšku, oranžová největší. Můžete také manipulovat s křivkou na pravé straně – tažením myší ji zvyšujete nebo snižujete.
Podívejte se, jak jsou místa s nejvýraznějšími tiskovými vrstvami – jako je vrchol hlavy lva – tištěna s nejmenší výškou vrstvy (= jemnější detail) pro kompenzaci.
Všimněte si, že nastavení variabilní výšky vrstvy je také použito u ukázkového modelu alpaky, který jsme tiskli v 3. lekci.
Zpět a Znovu
Zpět Ctrl+Z
Znovu Ctrl+Y
Známá funkce z mnoha počítačových programů. Zpět vás vrátí k předchozí akci. Funkci lze používat opakovaně, abyste se vrátili k dřívějším akcím. Znovu zruší předchozí použití funkce Zpět.
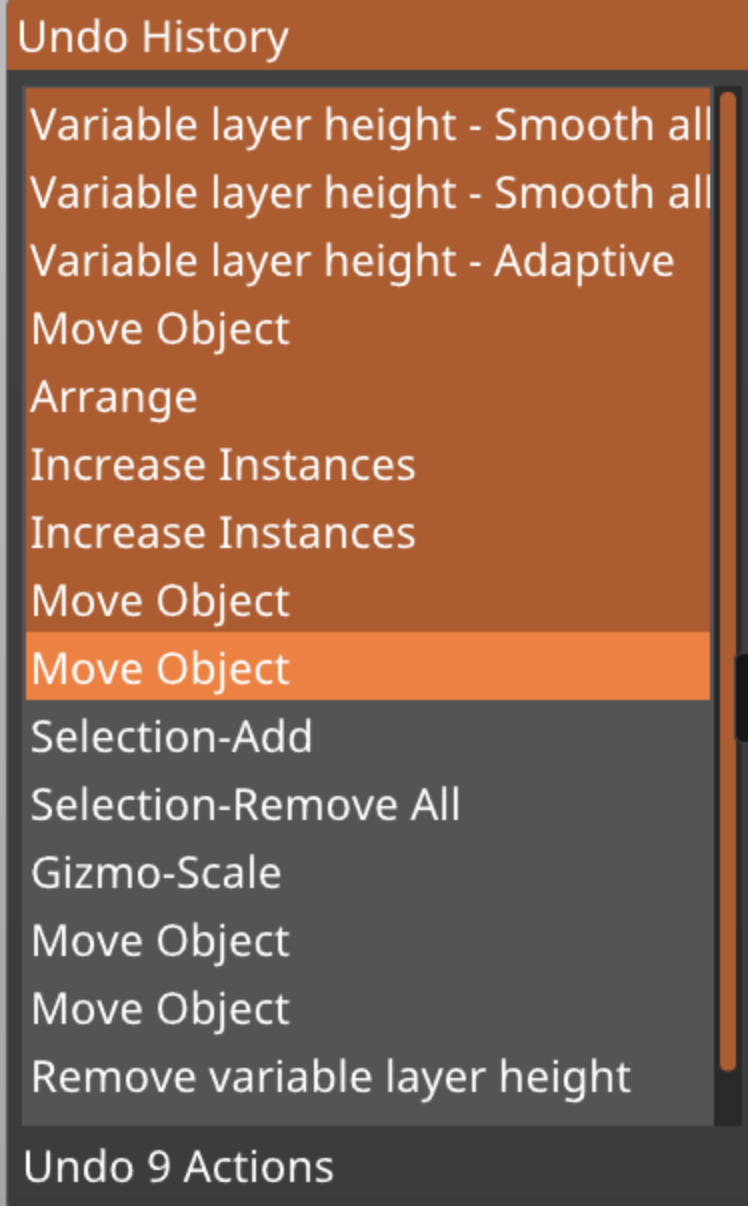
Všimněte si, že pokud na ikonu Zpět kliknete pravým tlačítkem, uvidíte celou historii úprav. Můžete vrátit zpět několik kroků najednou a poté je znovu provést kliknutím pravým tlačítkem na ikonu Znovu.
Základy údržby a řešení problémů
6.5 Vnější faktory
V této kapitole si společně projdeme různé externí faktory, které mohou ovlivnit kvalitu tisku. Během hledání příčiny problémů je důležité je nejprve vyloučit, než se zaměříme na samotnou tiskárnu.
Nezapomeňte, že v případě jakýchkoliv pochybností se můžete vždy obrátit na naši technickou podporu.
Potíže související s 3D modelem nebo G-codem
Zkontrolujte si pro jistotu všechna nastavení G-codu, především jestli jsou správná co se týče tiskárny a materiálu. Pokud se vám tisk nepovedl zrovna z těchto důvodů, nemusíte se stydět, stalo se to každému z nás.😁
Ujistěte se, že je 3D model vůbec vhodný pro tisk. Některé modely se prostě nikdy nebudou tisknout dobře, a to ani na perfektní tiskárně. Je znát, které modely byly vytvořené vyloženě za účelem 3D tisku a které ne - 3D skeny, objekty vyexportované z nějaké počítačové hry a podobně. Pamatujete si na model knírače z předchozí lekce? Při prohlídce modelu se zaměřte na nerovnou spodní stranu, různé krkolomné převisy, tenké stěny nebo špatně stylizované detaily, příliš malé na to, aby se mohly dobře vytisknout.
Některé z těchto problémů se mohou ještě zhoršit, pokud model zvětšíte nebo zmenšíte (čímž se převisy zvětší nebo detaily zmenší a už nebudou tisknutelné). Některé modely můžou být vyloženě rozbité (takzvaně non-manifold, jak jsme se naučili v předchozí lekci).
Nezapomeňte také že existují modely, jako je například tento, které jsou primárně určené pro jinou 3D tiskovou technologii, známou jako SLA (tisk z tekutého resinu), která dokáže vytisknout daleko menší a detailnější objekty. Vytisknout je z filamentu prostřednictvím FFF/FDM technologie bývá docela výzva.
Kvalita filamentu
Zkontrolujte, jestli filament nemá nějaké zjevné vady - nestejný průměr, různé boule, nečistoty nebo vlhkost. Nekvalitní filament způsobí nerovnoměrnou extruzi, což může ovlivnit kvalitu výtisku nebo dokonce vést k ucpání trysky.
QKvalitní filamenty jako je náš Prusament mají monitorované parametry a bývají důkladně zabalené, což minimalizuje riziko těchto vad.
Levnější filamenty mívají kolísavý průměr, někdy dokonce viditelné boule.
Zrnka prachu uvnitř cívky s filamentem
Tip: Pokud přejdete na nový druh filamentu, nejprve ho otestujte na modelu, který už jste dříve úspěšně tiskli - tím pádem lépe izolujete příčinu potenciálních problémů.
Cívky filamentu byste měli vždy skladovat v suchém prostředí. Některé způsoby, jak filament udržet v suchu a/nebo ho vysušit poté co zvlhnul, jsou uvedené zde.
Stringování
Stringování je vcelku neškodný, ale otravný jev, který ovlivňuje kvalitu povrchu výtisku.
Jeho hlavní příčinou je obvykle vlhkost, absorbovaná do filamentu buď už během výroby, přepravy, nebo později vinou nesprávného skladování - proto jsme stringování zařadili sem, mezi odstavce o kvalitě filamentu a o vlivech prostředí.
Ukázka stringování - pavučiny táhnoucí se od jedné vystouplé části modelu k druhé.
Některé materiály jsou ke stringování náchylnější (notoricky známé je v tomto ohledu PETG). Roli hraje i tvar modelu, konkrétně vystouplé části, které se nachází blízko u sebe (například všechny ty věžičky a cimbuří na tomto modelu hradu).
Stringování se dá snadno odstranit kartáčem, nebo opálit pomocí fénu nebo horkovzdušné pistole (nepoužívejte však příliš vysoké teploty a nad povrchem modelu jen zlehka přejíždějte).
Vliv prostředí
Kromě vlhkosti mohou hrát roli i další vlivy prostředí - horko, zima (< 18 °C, > 38 °C), větší množství prachu, nebo silný průvan.
Pamatujte, že příliš nízká teplota okolí může způsobovat takzvanou Mintemp error, situaci, kdy tiskárna nízkou teplotu vyhodnotí jako selhání nějaké součástky a odpojí vyhřívání.
Ujistěte se také, že s tiskárnou během tisku nikdo nemanipuluje.🐈 Důležité je také to, aby tiskárna nebyla umístěná na nějakém vyloženě nestabilním povrchu, rozpadajícím se stole nebo polici apod. Stabilita povrchu ovlivňuje i hluk který tiskárna vydává - obecně platí, že čím pevnější, tím tišší.
To je pro tuto chvíli všechno. Ještě jednou ale připomínáme, že se můžete kdykoliv spojit s naší podporou. Jsme tu pro vás!🥰
Vytvořte a vytiskněte si svůj vlastní model
7.1 Úvod do 3D modelování
Rádi bychom vám představili jeden z nejjednodušších, uživatelsky příjemných 3D modelovacích programů: Tinkercad od firmy Autodesk.
Tinkercad v podstatě funguje jako stavebnice. Máte k dispozici základní trojrozměrné tvary - koule, krychle, kužely apod., které můžete kombinovat a vytvářet z nich složitější objekty.
Díky tomu je Tinkercad vhodný pro děti, ale to neznamená, že ho nemůže používat i dospělý. 🙂 Samozřejmě v něm existují mnohá omezení (zmíníme se o nich v průběhu následující kapitoly), ale možná vás překvapí, jak solidních výsledků se s ním dá dosáhnout. Některé jeho pokročilejší funkce jsou trochu zašité a často vás příjemně překvapí.
Tinkercad funguje přímo ve webovém prohlížeči, takže není potřeba nic instalovat. Ke svým modelům budete mít automaticky přístup z jakéhokoliv jiného počítače nebo tabletu.
Začínáme s Tinkercadem
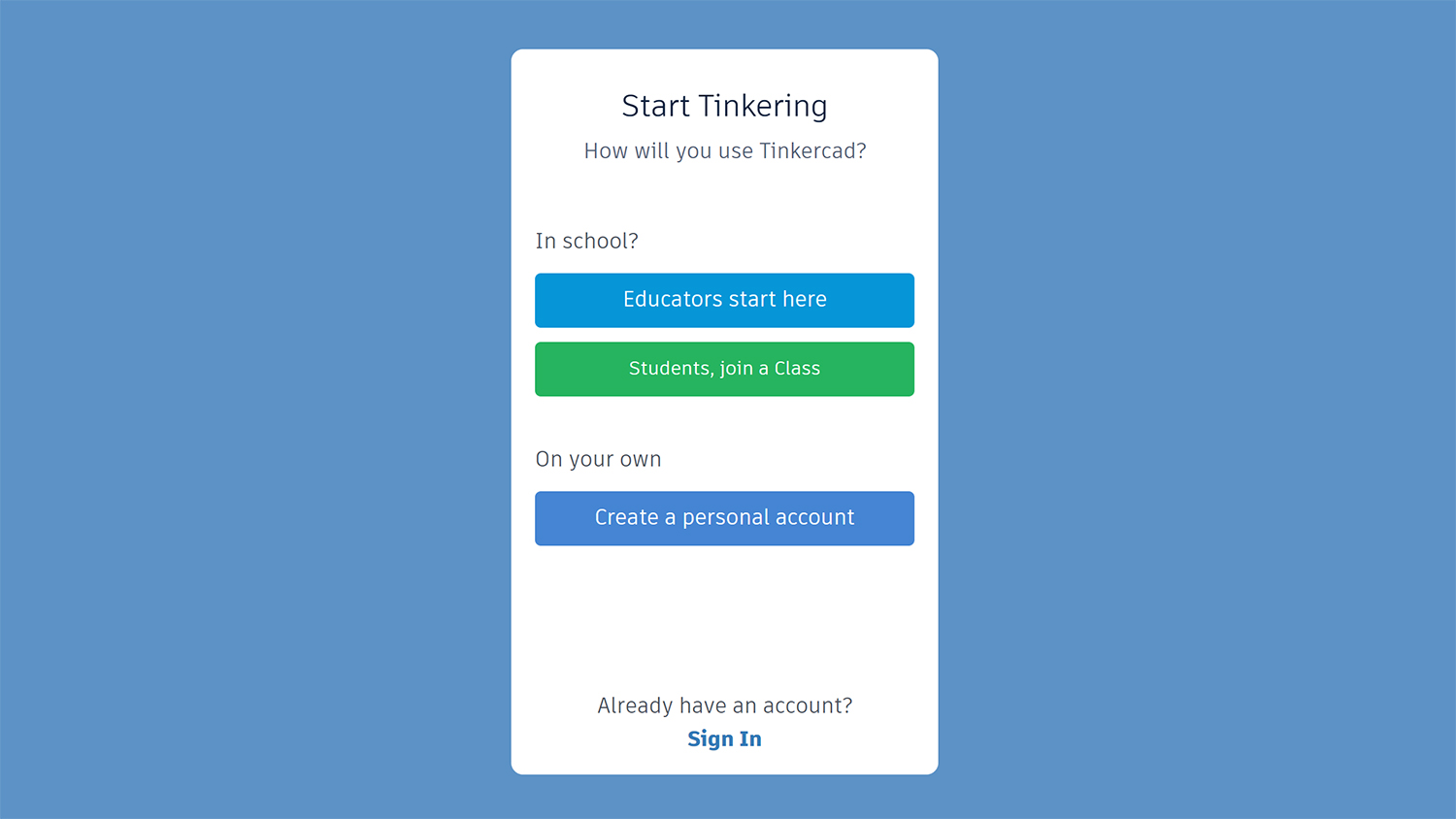
Jednoduše navštivte stránku www.tinkercad.com, klikněte na Registrovat a vytvořte si nový osobní účet. Tinkercad je zcela zdarma.
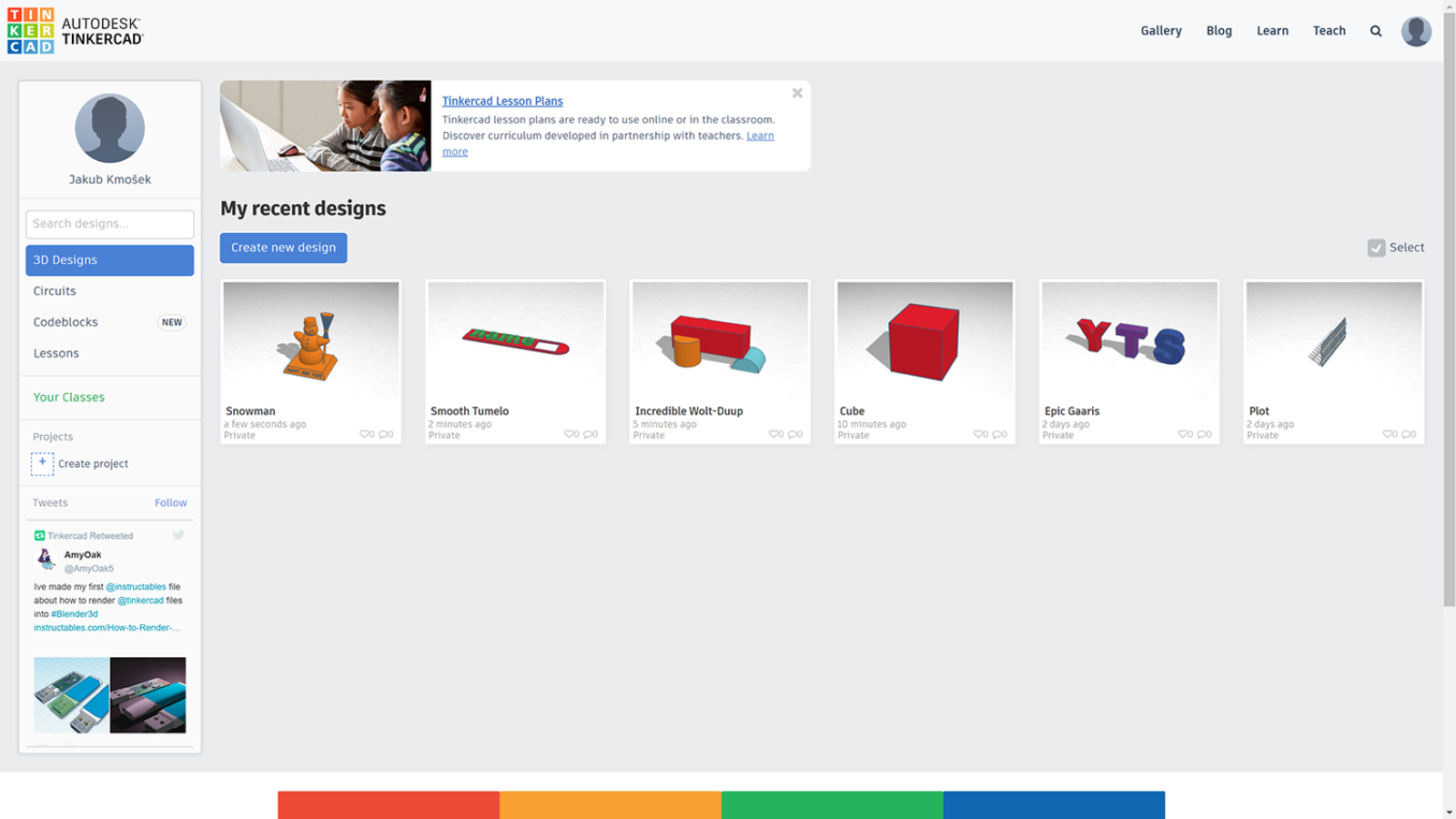
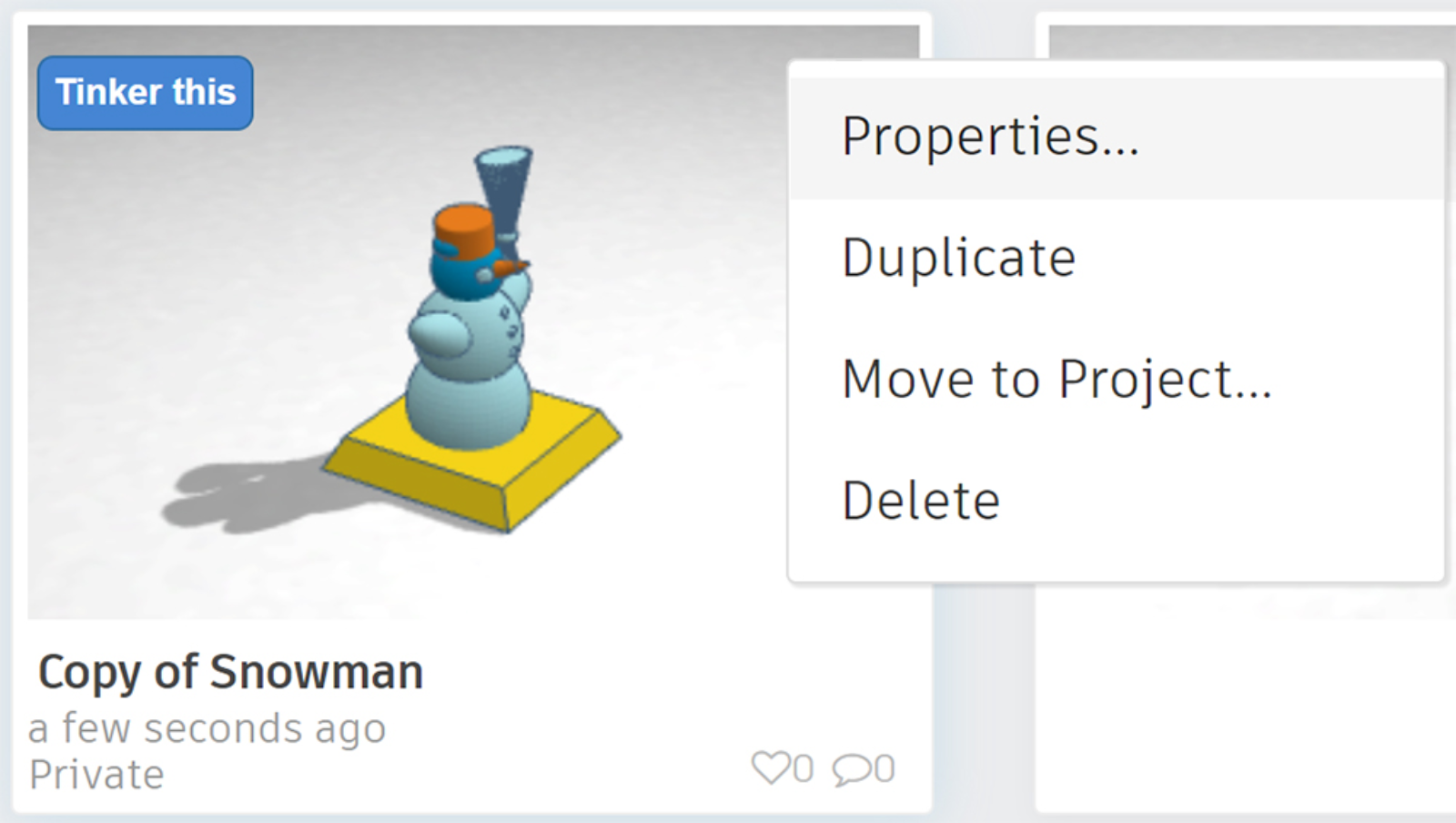
Takto vypadá úvodní stránka Tinkercadu po přihlášení. Později, až vytvoříte nějaké vlastní modely, zde uvidíte jejich galerii. Nebudeme teď procházet všechny funkce na úvodní stránce, ale za zmínku stojí Galerie, konkrétně filtr Oblíbené mezi zaměstnanci. Jsou tam k vidění opravdu úžasné modely!Když kliknete na malé ozubené kolečko v rohu náhledu modelu, otevře se malé menu se základními funkcemi (kopírovat, smazat apod.).Když sjedete až na úplný konec stránky, naleznete zde v pravém dolním rohu volbu jazyka.
A teď klikněte na Vytvořit nový projekt, čímž se přesuneme k rozhraní samotného modelování.
Vytvořte a vytiskněte si svůj vlastní model
7.2 Začínáme s Tinkercadem
Vytvořte nový projekt
Takto vypadá prázdná pracovní plocha na začátku.
Můžete si upravit několik základních nastavení pracovní plochy - jednotky a velikost mřížky.
„Krok“ je důležitá funkce, která vám umožní pracovat daleko rychleji a/nebo precizněji. Můžete nastavit, po jak velkých krocích budete editovat nebo přesouvat jednotlivé tvary.
V pravém panelu uvidíte výběr Základních tvarů - hlavních stavebních prvků vašeho modelu. Používají se jednoduše tak, že je myší přetáhnete na plochu.
Zkuste si myší ovládat pohled na plochu. Pravým tlačítkem otáčíte, podržením kolečka posouváte, otáčením kolečka zvětšujete a zmenšujete.
Levý panel
Pohled můžete ovládat i pomocí krychle v levém horním rohu. Když kliknete na jednotlivé strany krychle, pohled se přepne na přesně kolmo zepředu, zleva, zprava.
Vycentruje na výchozí pohled.
Zmenší pohled tak, aby byl vidět celý model.
Zvětšování a zmenšování pohledu...
Přepne na takzvaný plochý (ortografický) pohled, tedy kombinaci pohledu seshora a zepředu.
Práce se základními tvary na ploše
Tip: Teď si vyzkoušejte manipulaci s tvarem při různých nastaveních velikosti Kroku (v pravém dolním rohu).
Všimněte si, že náš model má tak trochu praštěně znějící jméno - „Spectacular Albar-Kup“. Tinkercad dává návrhům automaticky vygenerovaná jména, ale po kliknutí je můžete jednoduše změnit.
Tyhle funkce jsou všechny naprosto běžné a snad celkem jasné.
Zastavíme se jen u té, která kombinuje kopírovat a vložit do jedné funkce. Pozor, když ji použijete, kopie se zhmotní přímo v místě původního tvaru, takže dokud ji nepřesunete, vypadá to jakoby se nic nestalo.
Pravé horní menu
V okénku parametrů jednotlivých tvarů je můžete zobrazit nebo skrýt pomocí ikonky žárovičky. Zde pak můžete všechny skryté tvary jedním klikem opět zobrazit.
A tohle je naprosto zásadní funkce Tinkercadu - můžete jednotlivé tvary seskupovat do složitějších objektů nebo je opět rozkládat.
Zarovná tvary nebo celé objekty. Kliknutím na černá kolečka vybíráte jednotlivé osy.
Zrcadlení je celkem jasné. Opět si můžete vybrat kteroukoli osu.
Tohle je jedna z novějších funkcí. Nástroj „Cruise“ vám umožní lépe zarovnat spojovací plochy dvou objektů.
Okno parametrů tvaru
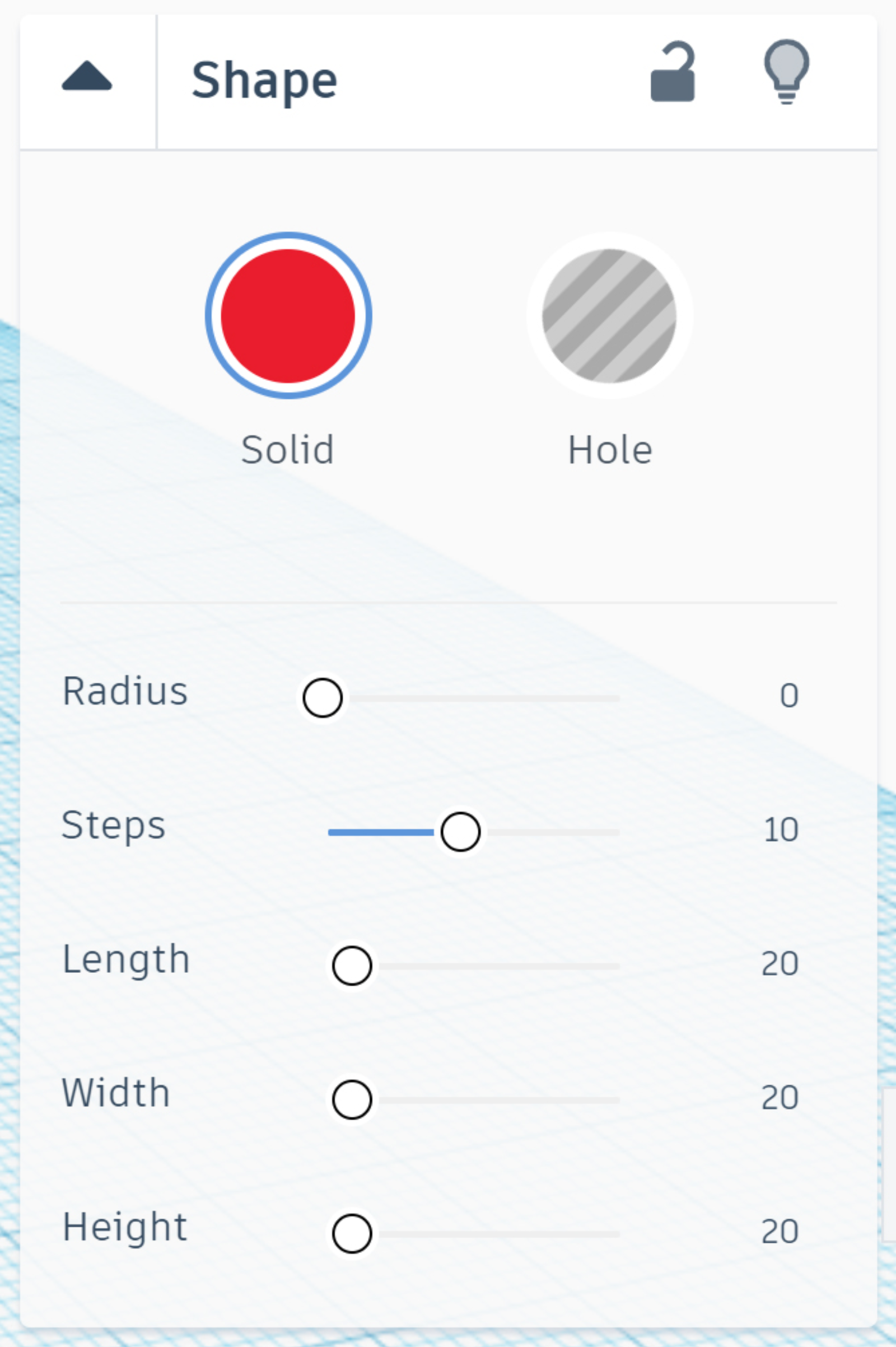
V tomhle okně se odehrává většina čar a kouzel, která v Tinkercadu můžete dělat. Každý základní tvar má různé parametry, které se tady dají změnit. Parametry jsou různé, od samozřejmých věcí jako jsou rozměry až po funkce, které naprosto změní vzhled daného tvaru. U všech tvarů můžete změnit jejich charakter z Těleso na Díra. Tím vznikne nástroj, kterým můžete řezat nebo ubírat materiál z ostatních tvarů. Vysvětlíme si to později na praktickém příkladu.
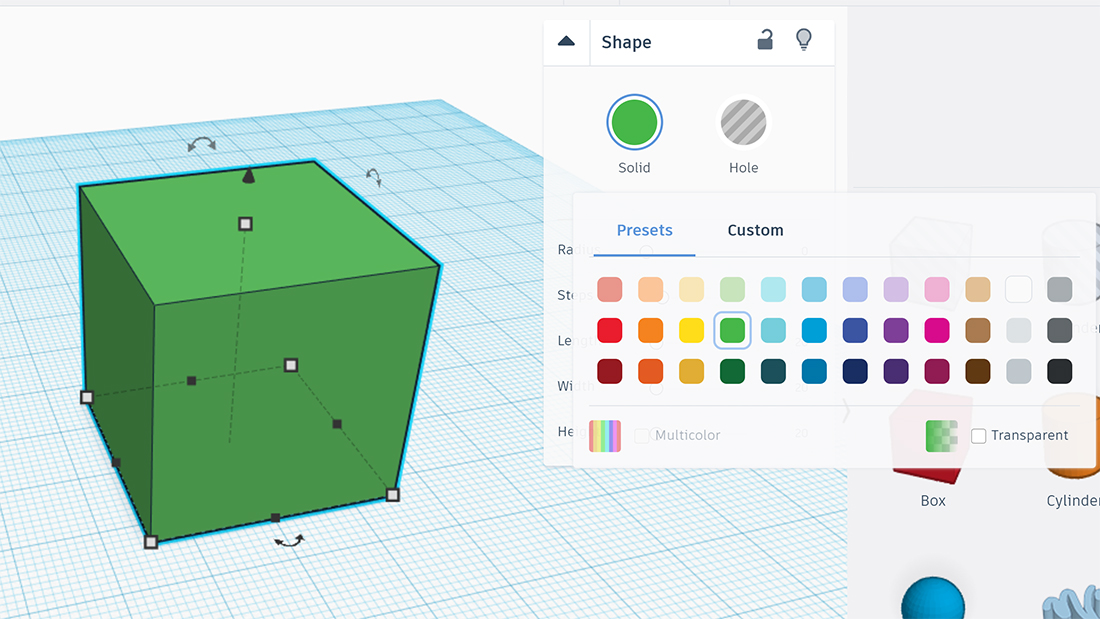
Kliknutím na ikonku Těleso změníte barvu tvaru.
Takhle vypadá použití tvaru s vlastností Díra jako nástroje na řezání.
Příklady změn parametrů
Zvýšením parametru Poloměr u základního tvaru Kvádr můžete zaoblit jeho hrany. Pokud parametr zvýšíte na maximum, Kvádr se změní v kouli.
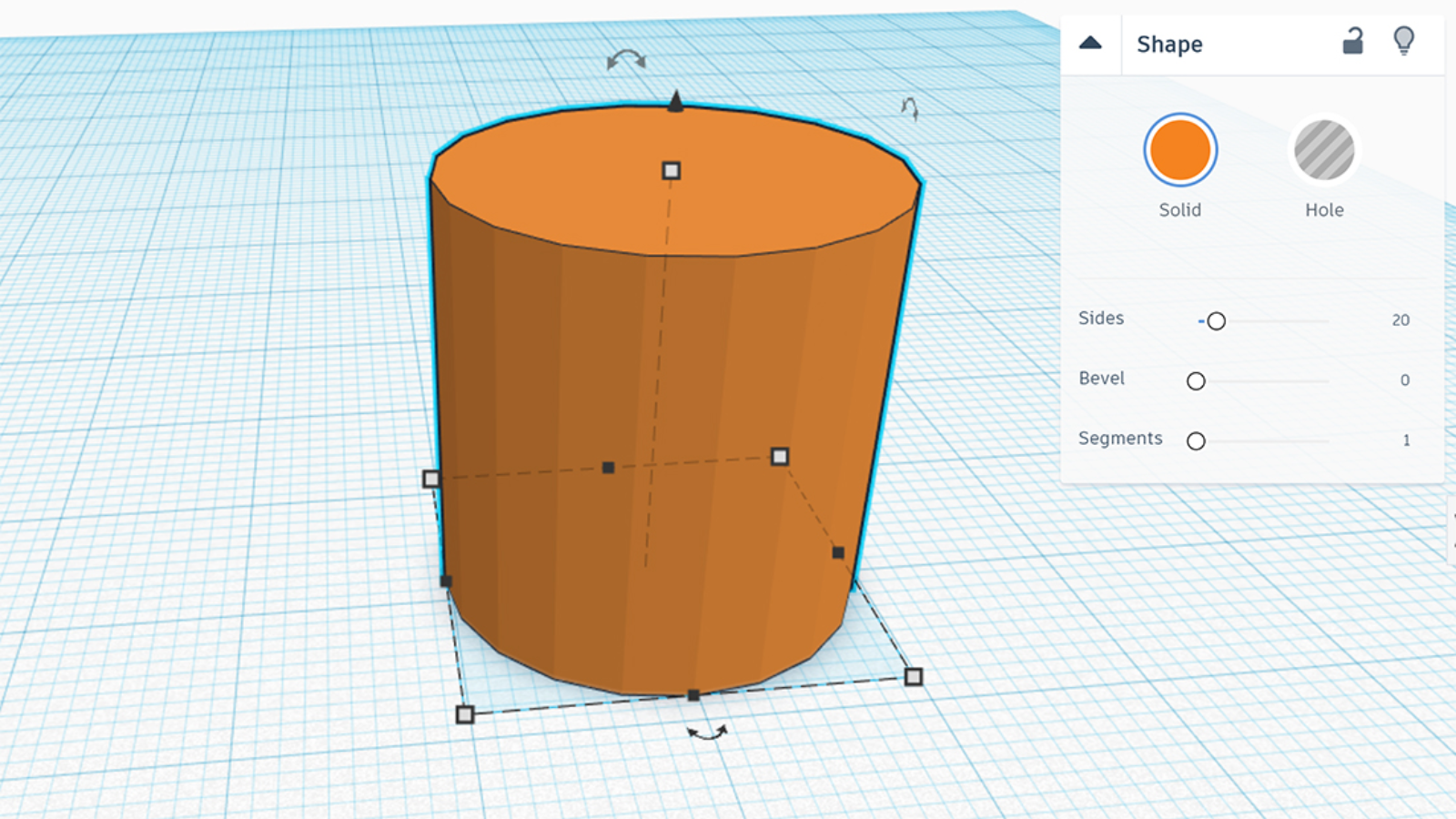
U základního tvaru Válec můžete změnit počet Stěn, parametr Bevel zaoblí jeho horní a spodní hranu. Jak už bylo řečeno, každý tvar má jiné parametry, takže si je proklikejte a trochu si zaexperimentujte!
Ikonkou zámečku můžete zakázat úpravy tvaru, abyste si omylem nepokazili svoji práci. Žárovkou vypnete nebo zapnete zobrazení, což se hodí pro větší přehlednost u složitých modelů z více komponentů.
Nástroj Pracovní plocha vytvoří novou „falešnou“ plochu nad podložkou. Všechny nově vytvořené tvary se pak objeví ve výšce této plochy.
Pravítko na rychlou kontrolu a měření.
Pokročilý výběr tvarů
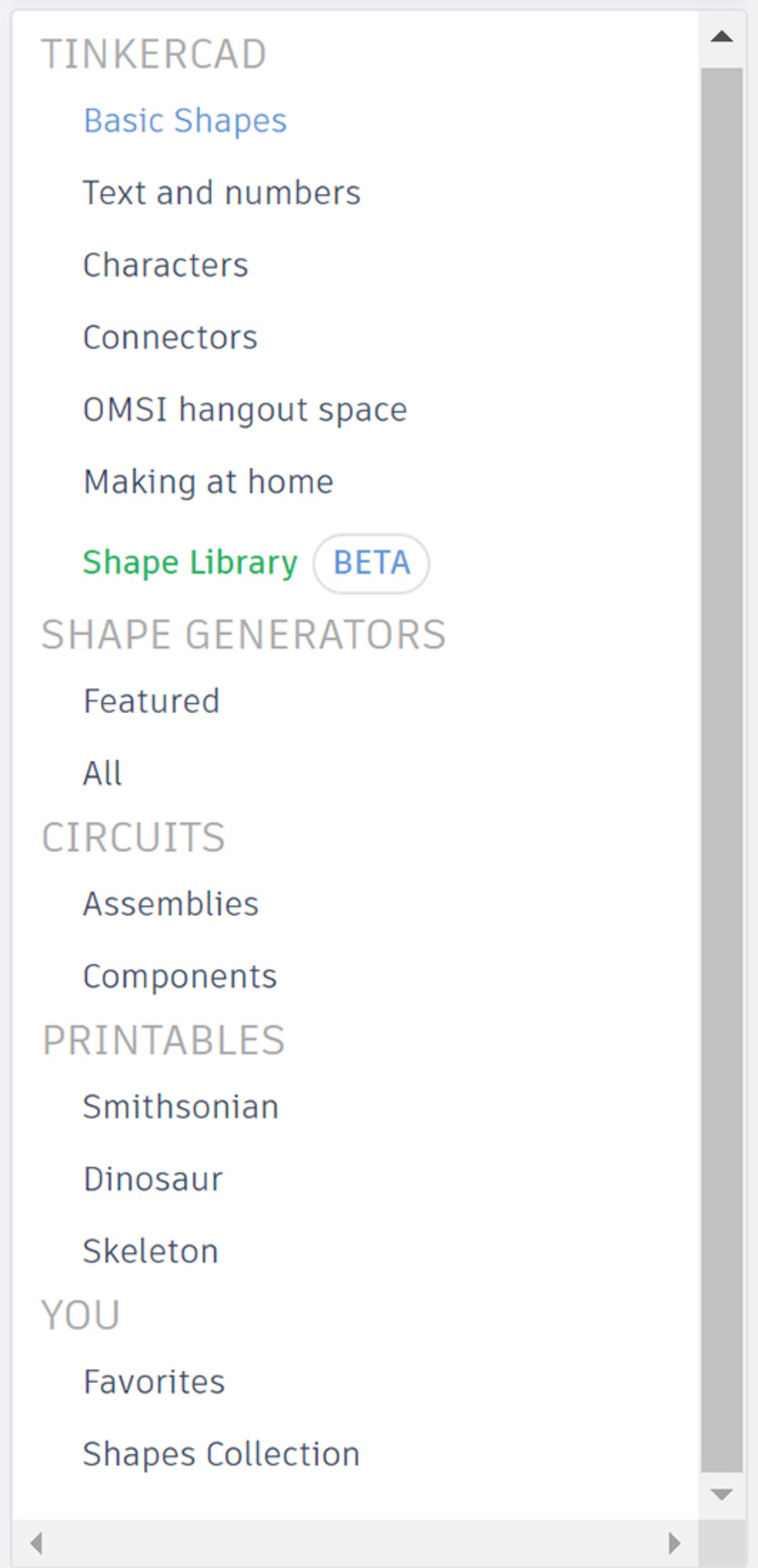
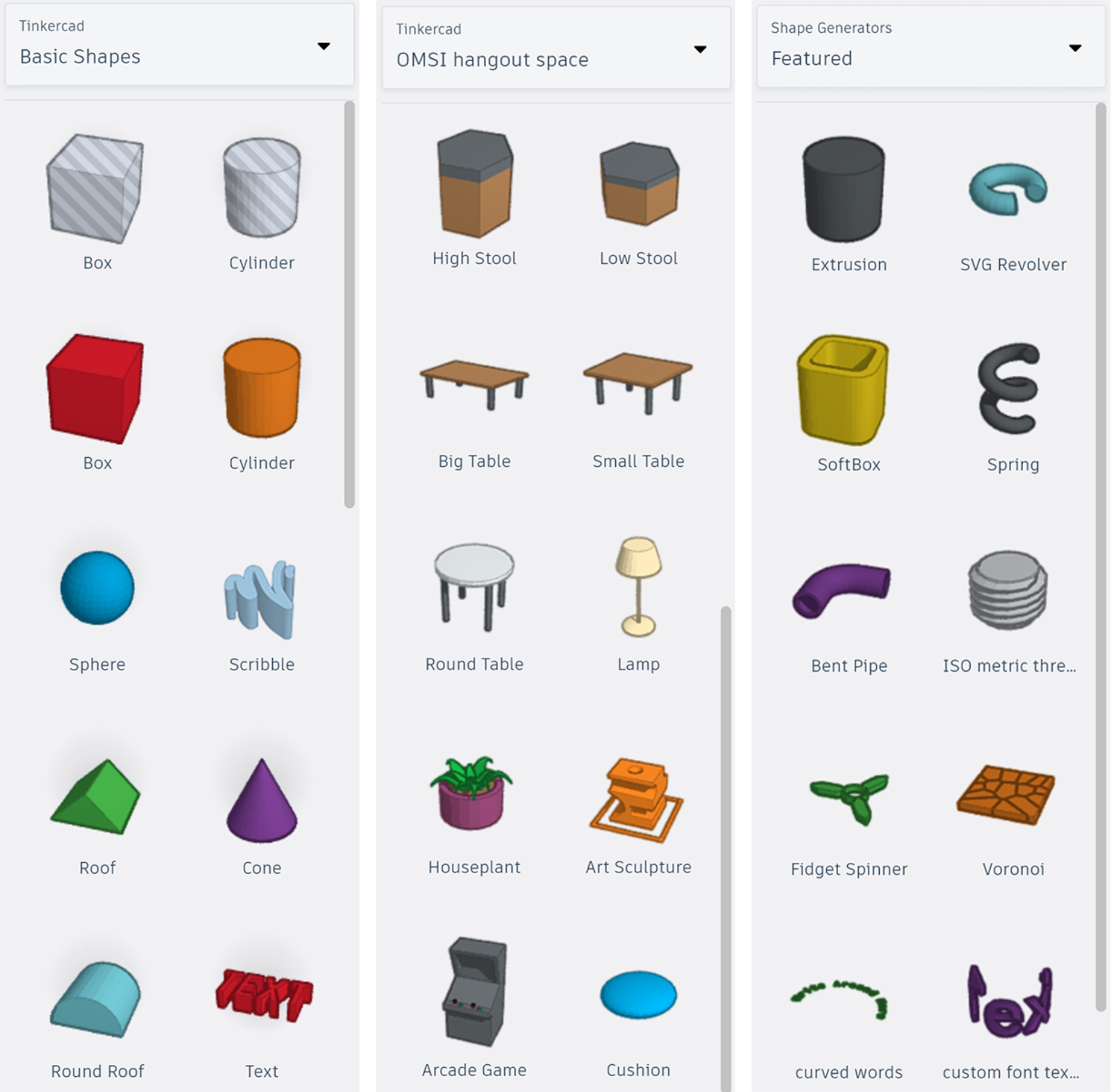
Nabídka základních tvarů ovšem zdaleka není všechno, co Tinkercad nabízí! Když kliknete na nadpis Základní tvary, otevře se rozbalovací menu s dalšími možnostmi. Byť nejde o žádný trik nebo skrytou funkci, zdá se, že mnoho uživatelů o tom vůbec neví. Jak vidíte, v nabídce je spousta předpřipravených objektů: siluety map různých zemí, nábytek, ozdoby, mechanické součástky, prvky čipových desek, kosti dinosaurů... jen proklikání všech možností je zábava tak na hodinu!
Jedna z možností si zaslouží zvláštní pozornost: v Generátory tvarů - Doporučené se skrývá tvar se zvláštním názvem „Vysunutí“ (v originále Extrusion). V jeho parametrovém okně najdete dvourozměrný nákres, pomocí kterého můžete tvar různě upravovat a deformovat taháním za jednotlivé uzly. Jde tedy v podstatě o velmi primitivní editor křivek (máte k dispozici pouze čtyři uzly v malém okénku), i tak ale jde o šikovnou funkci, která otvírá nové možnosti při tvorbě v Tinkercadu.
Pomocí této funkce může více lidí editovat naráz jeden a ten samý návrh. Využití to může najít zejména při výuce, ale i jen tak pro zábavu.
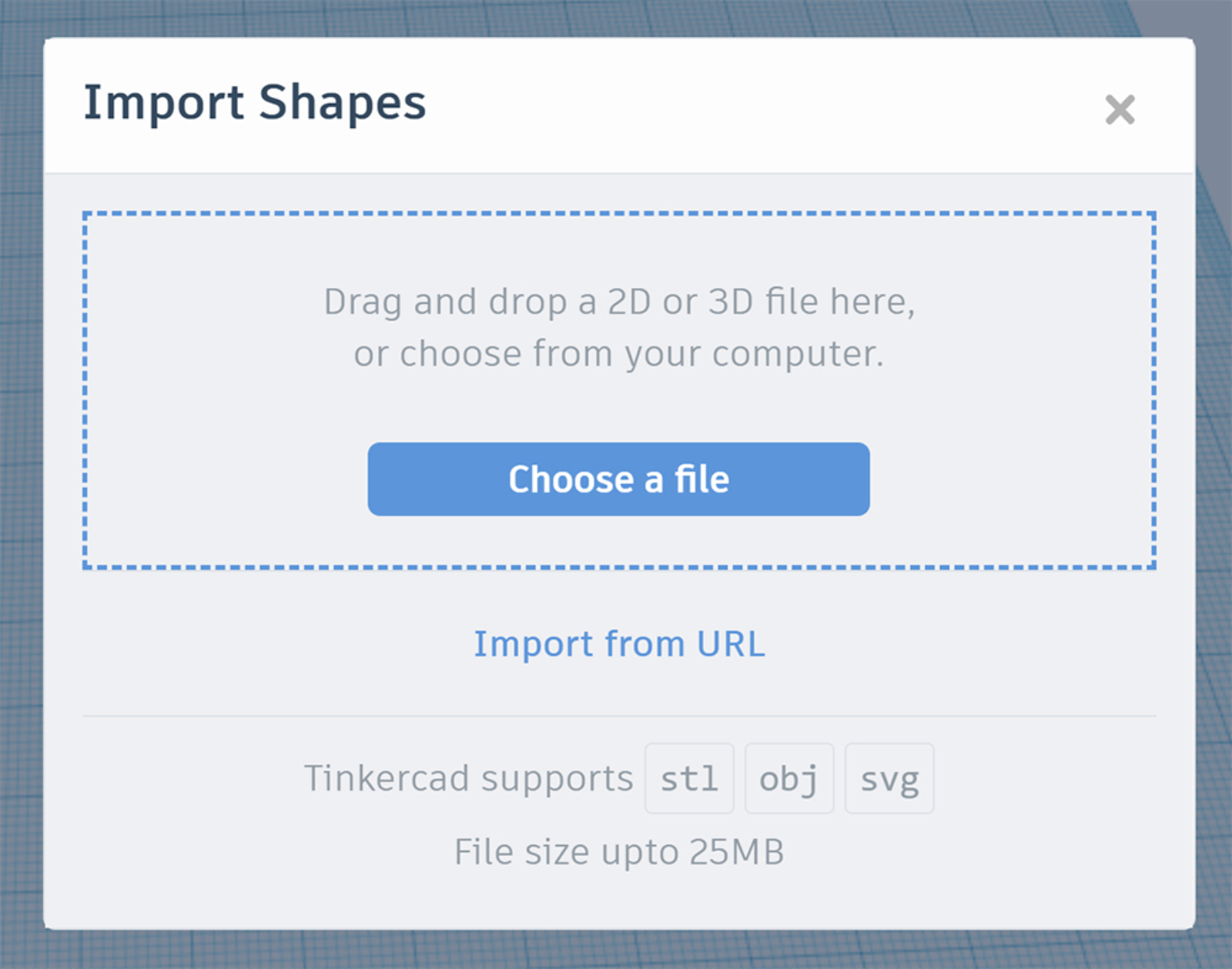
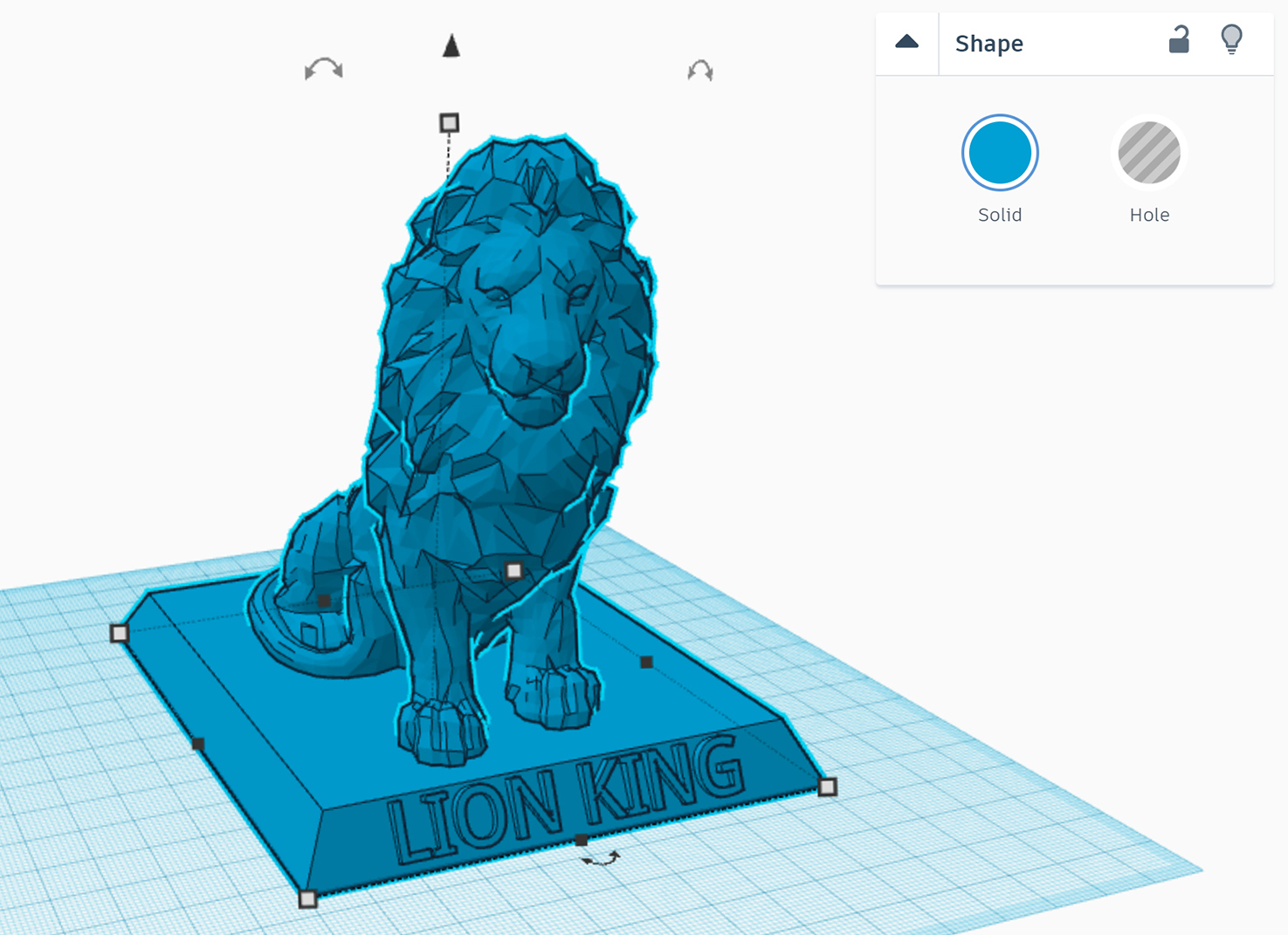
Do Tinkercadu můžete také importovat hotové 3D modely. Díky tomu můžete snadno a rychle dělat jednoduché úpravy (například, zde jsme lvovi během chvilky přidali jednoduchý podstavec).
Tip: Pokud byste takto upravovali a následně publikovali cizí model, ujistěte se, že to jeho licence umožňuje (tedy je povolené takzvané remixování). Na Printables.com tuto informaci najdete u každého modelu v záložce „Soubory“.
Pozor, u některých modelů snadno narazíte na limity Tinkercadu. Například bustu Nefertiti se vám nahrát nepodaří - trojúhelníková mřížka (mesh), která tvoří její povrch, je příliš složitá.
Typickou jednoduchou úpravou je třeba domodelování drobných kulatých límců (brimů), které brání odlepování rohů od tiskové podložky.
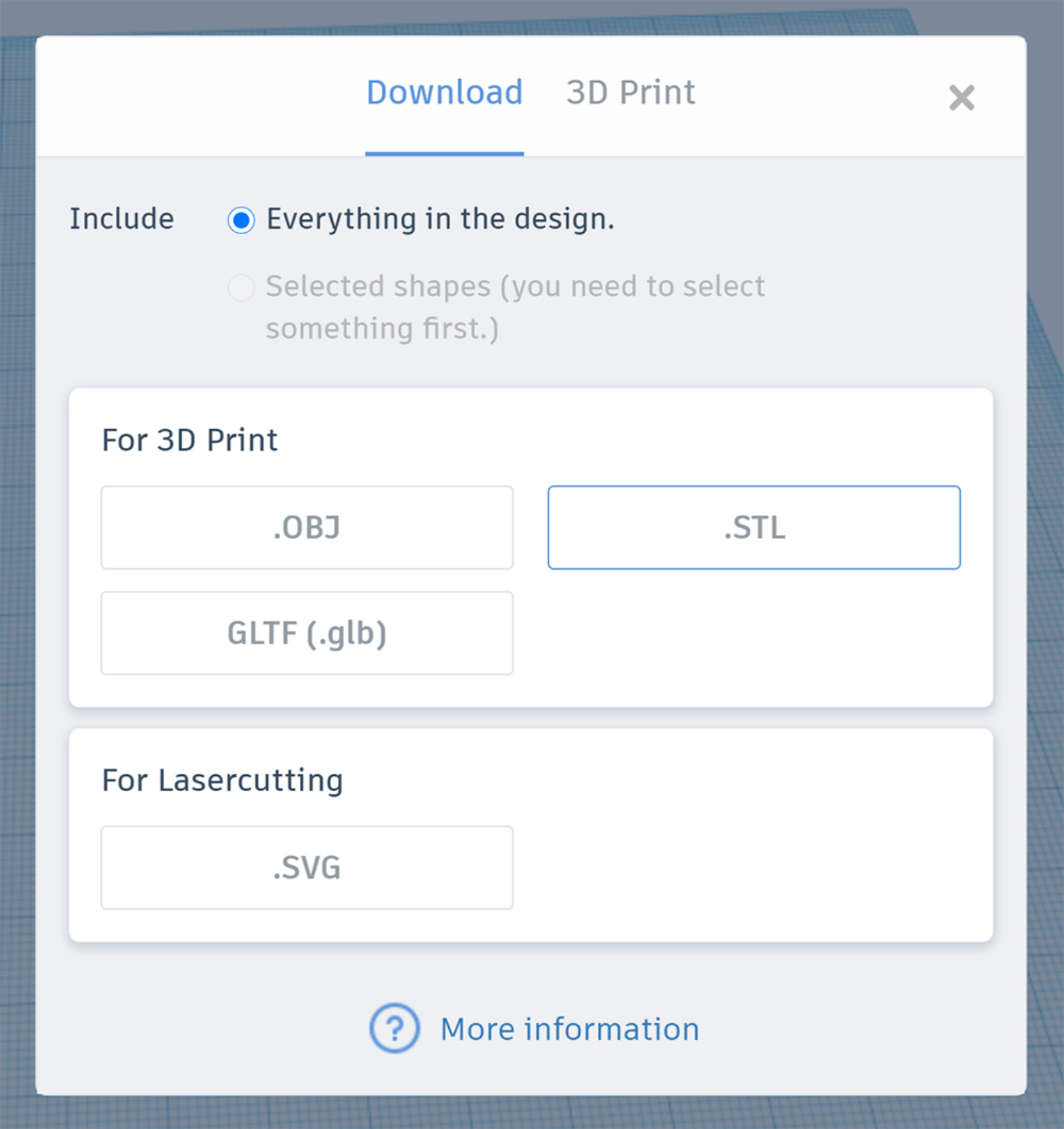
Samozřejmě, na závěr můžete svůj výtvor exportovat jako STL - buď celý soubor, nebo jednotlivé vybrané prvky.
Vytvořte a vytiskněte si svůj vlastní model
7.4 Základní pravidla úspěšného modelování
Zvykněte si svůj model během práce zkoumat z více různých pohledů. Jedna a ta samá perspektiva může být často velmi zavádějící. I v zápalu práce se vždy snažte nastavit pohled tak, abyste opravdu měli kontrolu nad tím, co děláte. Pravým tlačítkem myší pohledem otáčíte, podržením kolečka posouváte, otáčením kolečka přibližujete a oddalujete.
Nezapomínejte, že máte k dispozici automatickou funkci Zarovnat, místo zdlouhavého a nepřesného ručního posouvání.
Pokud potřebujete přesný rozměr, prostě vpište konkrétní číslo, nesnažte se velikost odhadnout posouváním myší.
Přesné rozměry můžete vepsat na dvou místech:
V parametrovém okně vpravo nahoře. Nebo přímo na pracovní ploše, kliknutím na černé čtverečky okolo tvaru, se kterým pracujete.
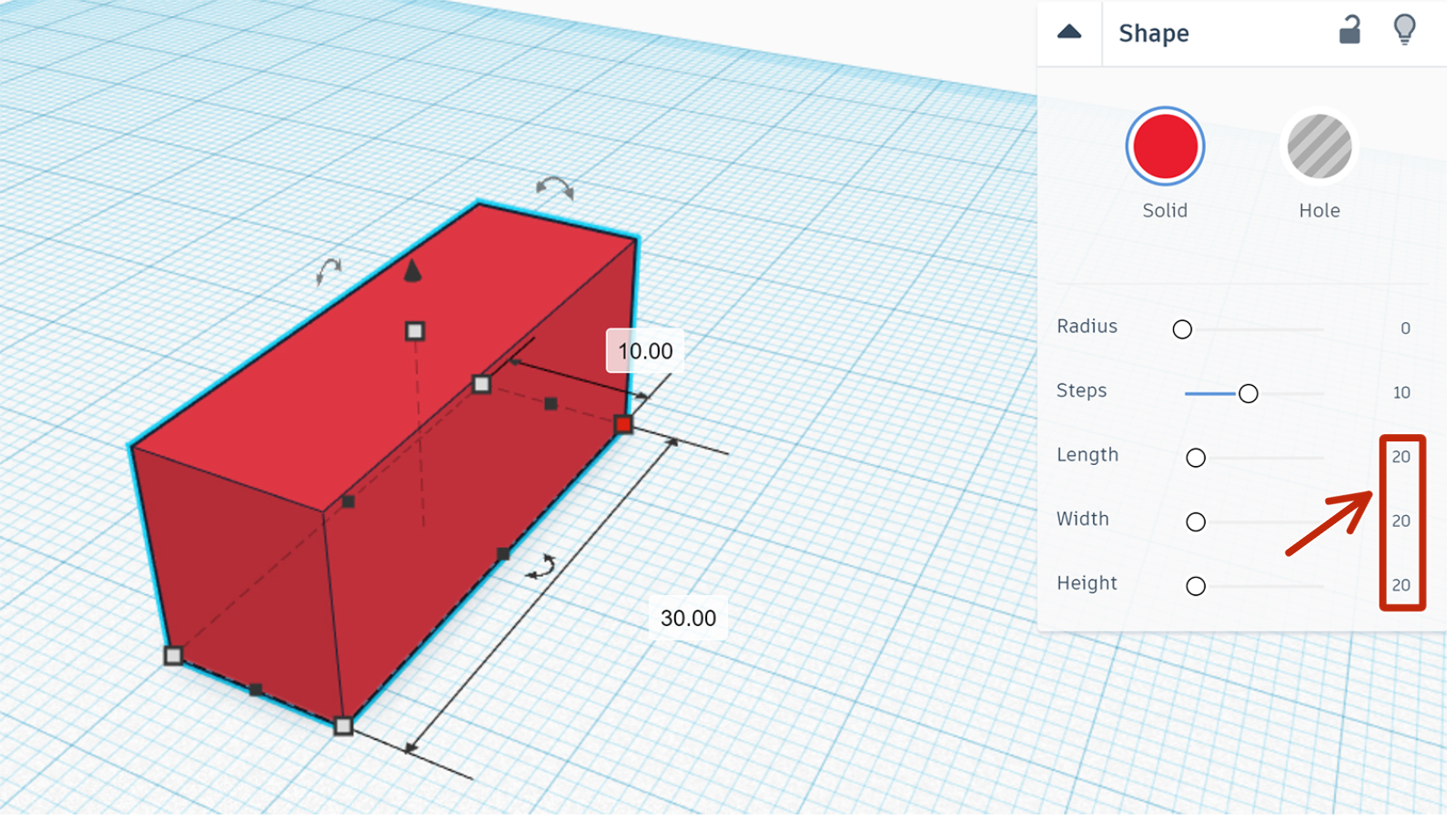
POZOR: Pokud změníte velikost nebo proporce tvaru taháním za bílé čtverečky, údaje o velikosti v parametrovém okně se nezmění. Zde na obrázku vidíte, že ačkoliv jsme změnili délku a výšku kvádru na 10x30, v parametrovém okně je stále 20, 20, 20. Jediné 100% správné údaje jsou v šedých obdélnících přímo u tvaru!
Mějte na paměti minimální tisknutelnou velikost detailů. Minimální šířka vrstvy zhruba odpovídá průměru trysky (tedy 0,4 mm), minimální výška vrstvy je daná nastavením v PrusaSliceru (obvykle 0,1 - 0,2 mm). I detaily nad tímto minimem budou pravděpodobně příliš křehké a/nebo sotva vidět. Dobře stylizovaný model bude vypadat lépe než komplikovaný (opět, dobrý příklad je lev z předchozích kapitol).
Pozor na drobné vodorovné mezírky, které způsobí, že se model nebo některé jeho části budou vznášet ve vzduchu. Tím se opět vracíme k první radě v této kapitole - kontrolujte si svoji práci z více úhlů. Se správným zarovnáním protilehlých ploch vám může pomoci nástroj Cruise.
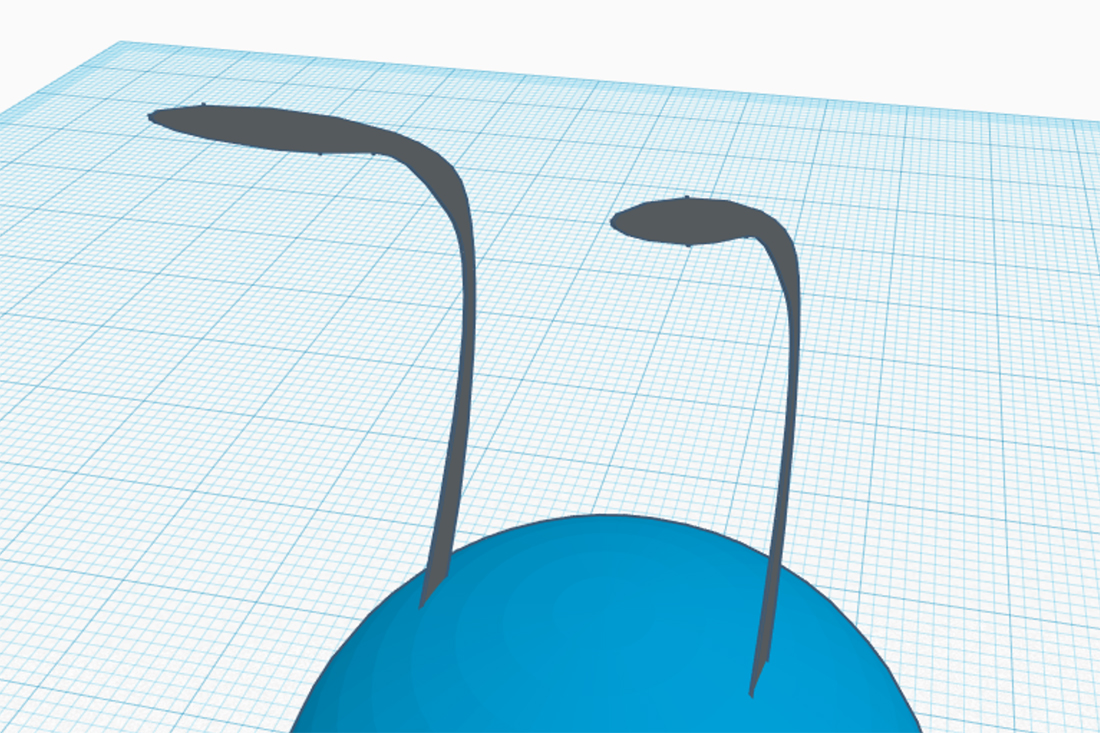
Nezapomeňte na pravidla ohledně převisů, snažte se, aby z modelu netrčelo nic vodorovně do stran. Co jsou to převisy jsme probírali v 5.lekci, konkrétně v kapitolách 5.8 a 5.9. Zjednodušeně řečeno, Y je ještě v pořádku, T se bude tisknout těžko. S by se nevytisklo už vůbec - konec horního obloučku začíná úplně ve vzduchu, v takovém případě by nepomohla ani funkce přemostění.
Funkce Kopírovat, Vložit, Duplikovat a Zrcadlit ušetří spoustu práce při tvorbě modelů složených z více komponentů.
Pomocí funkce Seskupit můžete nově vytvořené komponenty „přilepit“ ke zbytku modelu, abyste je omylem nepřesunuli nebo nezdeformovali. Kdykoliv je můžete zase oddělit, buď pomocí funkce Zrušit seskupení nebo dvojklikem myší.
Pokud se vám práce rozsype, omylem něco zvětšíte, přesunete nebo úplně zdeformujete, nesnažte se to napravit ručně, nezapomeňte, že máte k dispozici tlačítko Zpět 🙂
Vytvořte a vytiskněte si svůj vlastní model
7.6 Alternativa k Tinkercadu: Autodesk Fusion
Pojďme se nakonec ještě vrátit k jedné z alternativ Tinkercadu, kterou jsme představovali na začátku, dalším produktu od Autodesku: Fusion (Dříve Autodesk Fusion 360).
Nebojte se, tato kapitola je braná jako kompletně dobrovolná (a na konci celé této lekce stejně není klasický kvíz).
Fusion je narozdíl od Tinkercadu plnohodnotný CAD software. Principy a pracovní postupy, které si v něm osvojíte, jsou v podstatě z velké části přenositelné do jiných profesionálních programů. „Stavebnicový“ systém Tinkercadu je bohužel spíše slepá cesta, specifická právě jen pro Tinkercad. Zároveň je ve Fusion daleko jednodušší vyrobit modely, u kterých jsou potřeba přesné rozměry a/nebo vzájemné spasování více dílů (třeba krabičku s víčkem). Některé další výhody vypíchneme později během tvorby vzorového modelu.
Tentokrát vás nebudeme provázet po celém rozhraní jako jsme to dělali u Tinkercadu. Už jen popsat všechny funkce Fusionu by zabralo víc místan než máme na celý tento kurz! Takže pokud vás možnosti Fusionu opravdu zaujmou, doporučujeme absolvovat plnohodnotný kurz Prusa Academy, zaměřený čistě na Fusion.
Tuto lekci tedy berte spíše jako ochutnávku. Zkusíme se dostat co nekratší cestou od prázdné pracovní plochy a k velmi prostému, ale zároveň vizuálně zajímavému 3D modelu, který si sami navrhnete. Cílem je ukázat, jak jednoduché a zábavné může 3D modelování být. To, že program nabízí obrovské množství funkcí, ještě neznamená, že je musíte hned od začátku všechny znát. Pokud ve vás tato ukázka vzbudí hlubší zájem, doporučujeme pokračovat na odkaz, uvedený výše. Pokud preferujete videa, která vám vysvětlí alespoň základy, doporučujeme například tento třídílný tutoriál od Larse Christensena, který vznikl už v roce 2016. Existuje sice pouze v angličtině, ale pokud je nám známo, je to stále jeden z nejlepších rychlých návodů k Fusionu, co je zdarma k dispozici. Verze programu používaná ve videu sice už dávno není aktuální, většina funkcí se přejmenovala nebo přemístila (upozornění viz komentáře pod videem), nicméně návod je stále srozumitelný a všechny základní poučky a principy v něm prezentované stále platí.
Díky jednoduchému rozhraní a zabudovaným vysvětlivkám všech funkcí je možné se s Fusion učit i metodou pokus-omyl. Přesto tento přístup moc nedoporučujeme. Hlavně proto, že spoustu věcí lze ve Fusionu udělat vícero způsoby, přičemž některé můžou být jednoduché a některé naopak velmi komplikované (nebo působící komplikace později!). Když budete spoléhat jen sami na sebe, často budete pochybovat, jestli zrovna ten váš způsob byl ten „nejčistší“ možný. Je také dobré si ty správné návyky při 3D modelování zafixovat hned od začátku.
Instalace
Pojďme na to! Instalace Fusionu je celkem jednoduchá a intuitivní, takže nemá smysl ji procházet krok za krokem. Můžete použít stejný účet Autodesk jako u Tinkercadu. Pokud splňujete daná kritéria, určitě zvolte možnost využít program k nekomerčnímu využití zdarma. A pozor, doporučujeme instalovat z anglické verze stránek, na českých z nějakého důvodu přímý link na tuto verzi chybí, přestože je tam tato možnost zmíněná. Ve verzi zdarma sice chybí některé funkce, ale žádná z nich není pro potřeby 3D tisku nutná - velmi pravděpodobně si žádných omezení ani nevšimnete.
Na obrázku výše vidíte ještě původní název "Fusion 360", později změněný jen na "Fusion".
Vytvořte a vytiskněte si svůj vlastní model
7.8 Závěr
Možná jste si už zvykli, že na konci většiny lekcí je kvíz. Ale vzhledem k tomu, že právě dokončujete poslední lekci celého kurzu, poprosíme vás namísto toho o poskytnutí zpětné vazby prostřednictvím krátkého dotazníku, který následuje za touto krátkou kapitolou.
A pokud si chcete vaše nově nabyté dovednosti v oblasti 3D modelování otestovat, můžete si zkusit vymyslet a rovnou realizovat vlastní cvičný projekt.
Zde je několik návrhů:
1.Vymodelujte si nové otočné tlačítko pro vaši tiskárnu!
Jediné zásadní kritérium, které váš návrh musí splňovat je, aby nové tlačítko pasovalo na osu. Jinak je jeho tvar zcela na vaší fantazii.
Co třeba ovládat vaši tiskárnu Oreo sušenkou? Vyloženě k nakousnutí!😄
2.Zkuste navrhnout praktický předmět, který se bude skládat z více částí. Může to být jen naprosto jednoduchá krabička s víčkem - účelem je si procvičit práci s přesnými rozměry tak, aby do sebe díly pasovaly.
Jednoduchá krabice na 6 balíčků sběratelských karetních her
3.Navrhněte něco úplně od píky, třeba hračku nebo figurku. Snažte se co nejméně inspirovat existujícími modely.
4.Nebo úplně opačný úkol: najděte doma nějaký jednoduchý předmět, zkuste ho pomocí posuvného měřítka co nejpřesněji změřit a vymodelovat duplikát.
Úchytky na skříň v dětském pokoji
Až budete se vzhledem, funkcí a tisknutelností svých výtvorů spokojení, můžete tuto lekci považovat za hotovou.😉
A pokud jste úspěšně absolvovali všechny předchozí kvízy, máte hotový i celý kurz 3D tisku a modelování pro začátečníky!
Prosím, vyplňte už jen krátký dotazník, který následuje po této kapitole, a pak si můžete vygenerovat certifikát o absolvování kurzu. Gratulujeme!🎉


































 Jedna z voleb menu Ladit (Tune) stojí za zmínku: Zrušit tisk objektu (Cancel object). Tato funkce je dostupná také v
Jedna z voleb menu Ladit (Tune) stojí za zmínku: Zrušit tisk objektu (Cancel object). Tato funkce je dostupná také v 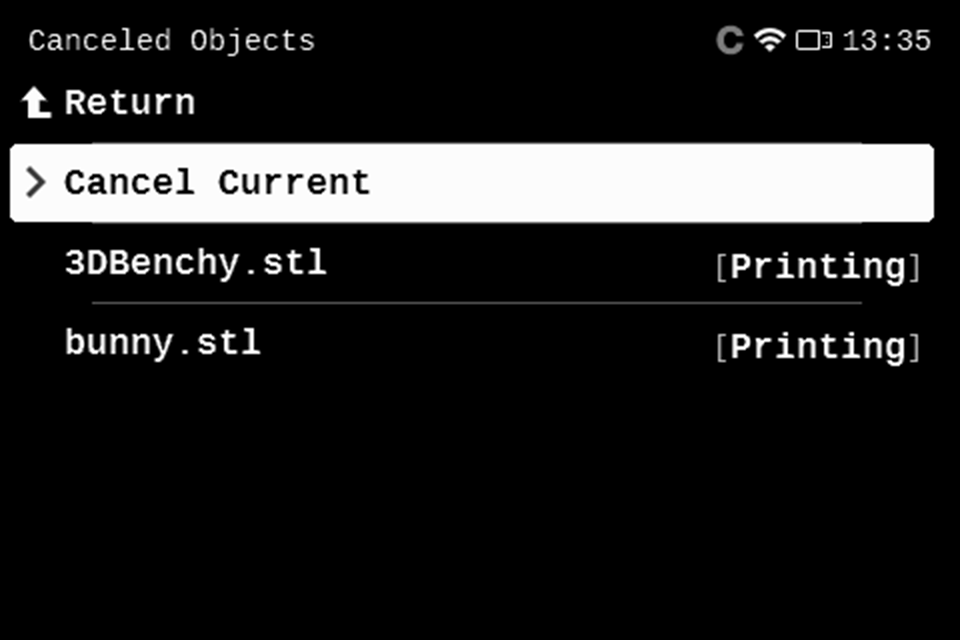


 Lva můžete zmenšit pomocí okna Manipulace s objektem na pravé straně obrazovky.
Lva můžete zmenšit pomocí okna Manipulace s objektem na pravé straně obrazovky.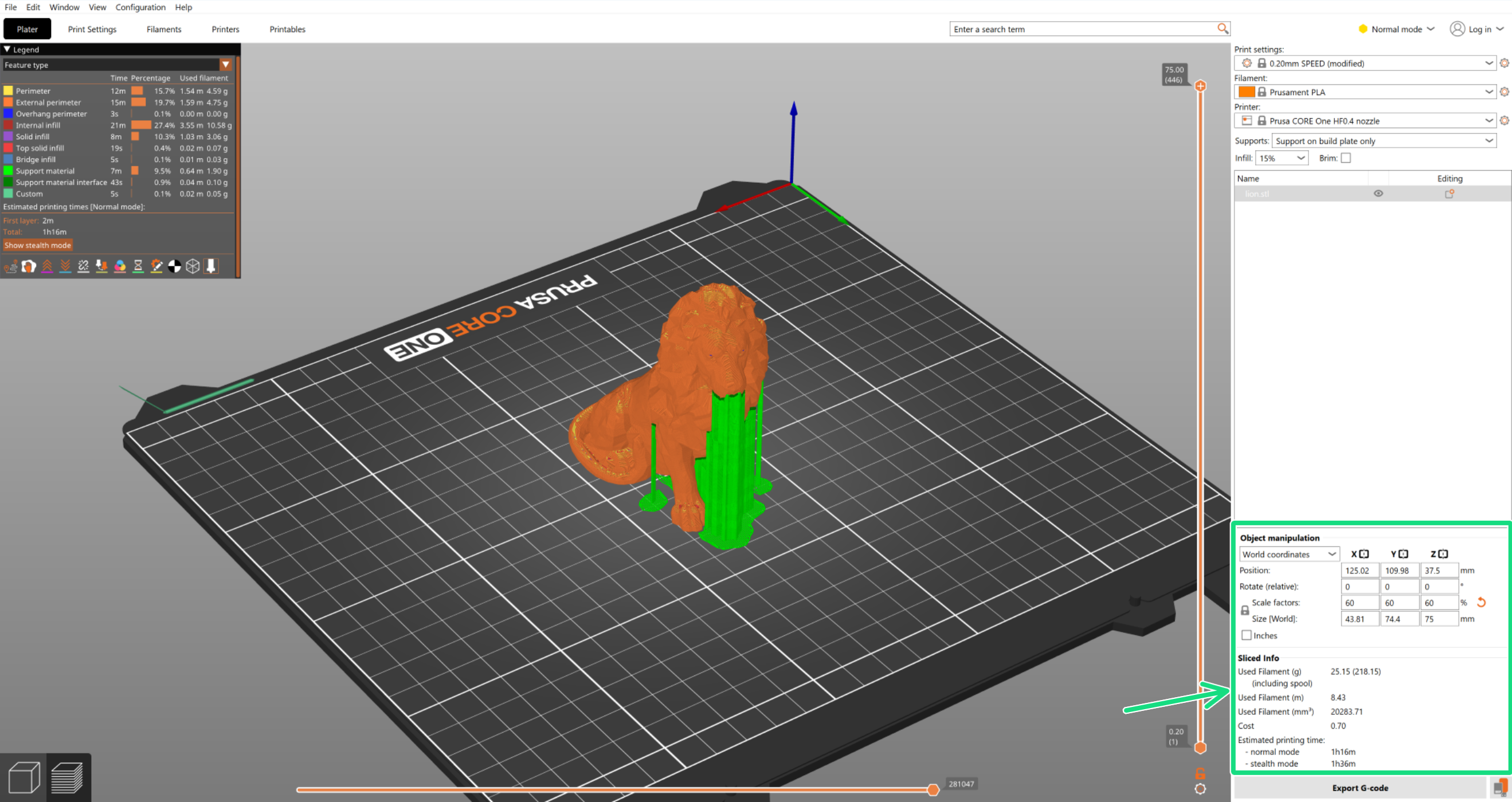





_files/b97a68e88070f8f1_painted.jpeg)
_files/24f348b5824835e8_painted.jpeg)
_files/86.jpg)